IEN D-A-CH Dezember 2020Ausgabe #60 - 09/12/2020
SPS Highlights, neue Produkte und Trends für die Industrie
Direktzugriff
Inhaltsverzeichnis2 Nachrichten aus der Industrie I3 Nachrichten aus der Industrie II4 Whitepaper5 Magnetfeldsensoren & Funktionale Sicherheitssysteme (Anzeige)6 Elektrik & Elektronik7 Automatisierung10 Industrielle Kommunikation13 Motoren & Antriebstechnik15 Sensorik & Messtechnik17 Verlagskontakte20Firmen in dieser Ausgabe
Hans Turck GmbH & Co. KG11 igus GmbH9 JUMO GmbH & Co. KG10 Optris GmbH & Co. KG18 SCHURTER AG5 Siemens AG149 11 BMR elektrischer & elektronischer Gerätebau GmbH17 CLPA Europe14 ENGEL Elektroantriebe GmbH15 Gefran GmbH18 Hans Turck GmbH & Co. KG11 Hiwin GmbH15 ifm electronic gmbh18 igus GmbH9 imc Test & Measurement GmbH19 IoTmaxx GmbH13 Janitza electronics GmbH9 JUMO GmbH & Co. KG10















#2 Inhaltsverzeichnis
#3 Nachrichten aus der Industrie I
#4 Nachrichten aus der Industrie II
#5 Whitepaper
#6 Magnetfeldsensoren & Funktionale Sicherheitssysteme (Anzeige)
#7 Elektrik & Elektronik
#8
#9
#10 Automatisierung
#11
#12
#13 Industrielle Kommunikation
#14
#15 Motoren & Antriebstechnik
#16
#17 Sensorik & Messtechnik
#18
#19
#20 Verlagskontakte
Rockwell Automation übernimmt mit Fiix Inc. ein Cloud-Software-Unternehmen für Wartungslösungen
Rockwell Automation gibt die Vereinbarung zur Übernahme von Fiix Inc. bekannt. Fiix Inc. ist ein privates Unternehmen, das KI-fähige, computergestützte Systeme für das Wartungsmanagement (CMMS) entwickelt. Fiix wurde im Jahr 2008 gegründet und hat seinen Hauptsitz in Toronto/Ontario in Kanada.

Aktuell steigt die Anzahl der vernetzten Geräte und Maschinen in der Produktion kontinuierlich an und es lassen sich immer mehr Daten auf dieser Grundlage generieren. Die dadurch erlangten Erkenntnisse für bessere Wartungsprozesse verschaffen Unternehmen wichtige Wettbewerbsvorteile. In der Folge werden Daten als Ergänzung zur eigentlichen Automatisierung immer wichtiger, denn sie haben das Potential die Produktivität auf eine neue Ebene zu heben.
Leistungsbasiertes Anlagenmanagement
Das cloudbasierte CMMS (Computerized Maintenance Management System) von Fiix erstellt Workflows für die Planung, das Management und das Tracking der Gerätewartung. Es arbeitet nahtlos mit anderen Geschäftssystemen zusammen und fördert datenbasierte Entscheidungen. Der Umsatz des Unternehmens ist im Jahr 2019 um 70 Prozent gestiegen, worunter auch mehr als 85 Prozent wiederkehrende Einnahmen gezählt werden können. Fiix verwaltet mehr als zwei Millionen Anlagen und erstellt dadurch mehr als sechs Millionen Arbeitsaufträge pro Jahr.
„Die Zukunft des industriellen Anlagenmanagements ist leistungsbasiert“, berichtet Tessa Myers, Vice President Produktmanagement, Software & Control, bei Rockwell Automation. „Mit der Fiix-Plattform und dem zusätzlichen Know-how profitieren unsere Kunden von einer 360-Grad-Sicht auf integrierte Daten rund um Automatisierung, Produktion und Wartung. Dies hilft ihnen, die Leistung der Anlagen zu überwachen, zu verbessern und Instandhaltung und Wartung zu optimieren.“ James Novak, CEO von Fiix, ergänzt: „Die selbstgewählte Aufgabe von Fiix war es von Anfang an, Wartungs- und Betriebsteams mit den Werkzeugen, Ressourcen und Technologien zu vernetzen, die sie für eine moderne und zukunftsorientierte Arbeit benötigen. Die Zusammenarbeit mit Rockwell Automation ermöglicht es uns, noch mehr Unternehmen mit modernisierter Instandhaltung und höherer Anlagenleistung zu unterstützen. Dazu verbinden wir branchenführende Daten-, Automatisierungs- und Produktionssysteme.“
Fiix wird als Teil des Segments Software & Control von Rockwell Automation ausgewiesen. Es wird erwartet, dass die Transaktion vorbehaltlich der üblichen Genehmigungen und Bedingungen bis Ende des Kalenderjahres 2020 abgeschlossen sein wird.
Eplan kündigt Abo-Modell für Lizenzen an
Die industrielle Transformation ist in vollem Gang. Damit verändern sich auch die Marktbedingungen, an denen sich Eplan konsequent ausrichtet. Ab August 2021 werden neue Software-Lizenzen ausschließlich im Abonnement (Subscription) angeboten. Unternehmen profitieren dabei vor allem von einem Plus an Flexibilität.

Ab dem 1. August 2021 wird Eplan Neulizenzen ausschließlich im Subscription-Modell anbieten. Sebastian Seitz, CEO von Eplan, macht deutlich: „Wir richten unser Business für den Kunden zu 100 Prozent auf Zukunft aus. Für bestehende wie auch für Neukunden soll sich unsere wegweisende Entscheidung lohnen.“ Der Firmenchef ist überzeugt, dass Vorteile wie günstige Einstiegskonditionen, Flexibilität in der Abo-Laufzeit und das umfassende Paket an Neuerungen im Zuge des Launches der kommenden Version von Eplan keine Wünsche offenlassen.
Erwünscht: der intensive Dialog mit Kunden
„Der Erfolg unserer Kunden steht im Mittelpunkt unseres Handelns. Die Weiterentwicklung unserer Software soll Unternehmen nicht nur mitnehmen – sie soll sie begeistern“, erklärt Seitz. Diese Aussage skizziert zugleich die Maxime des Unternehmens: Mit effizientem Engivneering den Erfolg seiner Kunden nachhaltig zu gestalten und zu sichern. Zudem freut sich Unternehmens-Chef Seitz darauf, mit dem Subscription-Modell noch enger in den Dialog mit Kunden zu kommen. „Wir wollen die Beziehung zu unseren Kunden weiter intensivieren, denn in Zeiten der digitalen und zugleich industriellen Transformation ist ein enger Austausch die Basis des Erfolgs für beide Seiten.“
Die neuen Abo-Konditionen sind bereits ab sofort verfügbar. Neukunden wie Bestandskunden können jedoch bis zum 31. Juli 2021 jede neue bzw. zusätzliche Lizenz weiterhin auch als Kauflizenz/Dauerlizenz erwerben.
Mobile und flexible IT hilft Unternehmen durch die Krise
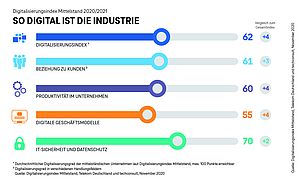
Ab sofort ist die neue Telekom Studie „Digitalisierungsindex Mittelstand 2020/2021“ verfügbar. 81 Prozent der befragten Unternehmen steigern Produktivität mit Fernüberwachung, 56 Prozent halten trotz Corona am IT-Budget fest.

Corona macht deutsche Industrieunternehmen digitaler: Die Mehrheit der mittelständischen Industriebetriebe setzt verstärkt auf digitale Prozesse. Mobile und flexible IT hilft den Unternehmen über die Pandemie hinweg. Zu diesen Ergebnissen kommt die repräsentative Telekom Studie „Digitalisierungsindex Mittelstand 2020/2021“. Im Vorjahresvergleich legte der Digitalisierungsindex der Branche um drei Punkte auf den Indexwert von 62 zu. Damit zählt der branchenübergreifend erhobene Digitalisierungsindex die Industrie zu den am stärksten digitalisierten Bereichen im Mittelstand.
„Erfreulich ist, dass die Mehrzahl der Industrieunternehmen trotz Corona an ihren Investitionsvorhaben festhält“, sagt Christina Langfus, Leiterin Vertrieb Großkunden bei Telekom Deutschland. „Insgesamt hat Corona dafür gesorgt, dass die digitale Transformation gehörig an Tempo zulegt. Unabhängig davon steigert die Digitalisierung Umsatz, Qualität und Kundennähe.“
Die Unternehmen investierten vor allem in mobile Endgeräte. Gefragt waren außerdem Anwendungen zur Kollaboration sowie Webkonferenz-Lösungen. Damit konnten Betriebe auch aus dem Homeoffice heraus effizient arbeiten – allen voran die Digital Leader: Die zehn Prozent der Unternehmen mit dem höchsten Digitalisierungsgrad schraubten ihren Digitalisierungsgrad auf 86 Indexpunkte nach oben.
Branchentypische Technologien manifestieren Digitalisierung
Neben den pandemiegetriebenen Investitionen fokussierten sich die Unternehmen auf digitale Lösungen entlang ihrer Wertschöpfungskette. Dazu zählen die Fernüberwachung, die Steuerung und der Zugriff auf Geräte, Maschinen und Anlagen. Fast jedes dritte Unternehmen setzt derartige Technologien bereits ein. 81 Prozent steigerten damit ihre Produktivität. 79 Prozent reduzierten Ausfallzeiten.
Unternehmen digitalisieren Geschäftsmodelle
Industrieunternehmen konzentrierten sich seit Ausbruch der Pandemie auf die Entwicklung und das Angebot rein digitaler Produkte. Dies schafft die Grundlage für neue, digital gestützte Dienstleistungen. Zudem nutzen 41 Prozent der Unternehmen vermehrt digitale Plattformen wie Vergleichs- und Bewertungsportale, Suchmaschinen, Sharing-Plattformen, App Stores oder Online-Marktplätze. Betriebe verwenden digitale Kanäle und soziale Netzwerke, um Produkte und Services zu vermarkten. Sie kommunizieren tagesaktuelle Angebote online oder beraten ihre Kunden per Video im Netz. Gefragt ist deshalb eine stabile und sichere Netzinfrastruktur.
Vorteile für Digital Leader
88 Prozent der Top-Digitalisierer erklärten, dass sie dank digitaler Lösungen schnell und flexibel reagieren konnten. Dem stimmten im Durchschnitt aller Industrieunternehmen nur 41 Prozent zu. Die Digital Leader erwirtschaften zudem ein besseres Ergebnis. Das betrifft Absatz, Umsatz, Profitabilität sowie Produkt- und Servicequalität.
Die Corona-Krise zwingt auch die Industrie zum Spagat zwischen Sparen und Investieren. 22 Prozent der Unternehmen müssen aufgrund von Corona ihre IT-Investitionen reduzieren – im Schnitt um 28 Prozent. 56 Prozent der Unternehmen halten an ihrem IT-Budget fest. 22 Prozent wollen ihre Investitionen sogar hochfahren. Im Fokus steht die Ausstattung der Mitarbeiter für flexibles Arbeiten. Dazu zählen mobile Endgeräte, Kommunikations- und Kollaborationstools sowie VPN-Lösungen. In diese Technologien wollen Unternehmen auch 2021 verstärkt investieren. Ein Dauerbrenner bleibt das Thema Sicherheit und Datenschutz. Viel Potenzial, um Geschäftsprozesse nach der Pandemie zu optimieren, bieten Augmented-, Virtual- und Mixed Reality-Anwendungen (AR/VR/MR). Technologien, die sich vielfältig nutzen lassen: für Montage- und Wartungsarbeiten genauso wie zur Vermittlung von Lerninhalten, etwa in der Aus- und Fortbildung. Zudem helfen AR- und VR-Anwendungen dabei, Fehler in der Produktion zu vermeiden.
Kostenloser Self-Check
Für die Studie befragten Analysten von techconsult mehr als 2.000 kleine und mittelständische Unternehmen. Die Gesamtstudie sowie die einzelnen Berichte zu Branchen gibt es kostenlos hier: www.digitalisierungsindex.de. Unternehmen können ihren digitalen Status quo außerdem selbst prüfen. Der Check ist ebenfalls kostenlos, geht online und dauert nur wenige Minuten. Er ermöglicht außerdem einen komfortablen Vergleich mit anderen Unternehmen. Die Adresse lautet: https://benchmark.digitalisierungsindex.de/.
VDMA bildet Arbeitsgemeinschaft für Funktechnologien in der Industrie
Gründung Arbeitsgemeinschaft „Wireless Communications for Machines“ und Neuauflage des Branchenführer Automatisierung

Zum 1. März 2021 gründet der VDMA die Arbeitsgemeinschaft „Wireless Communications for Machines“ (AG WCM). Die AG WCM erweitert das VDMA-Netzwerk um relevante Akteure aus der Kommunikationsbranche und treibt somit die Nutzung moderner Funktechnologien im Maschinen- und Anlagenbau voran. Damit bildet sich eine anwendungsorientierte Erfahrungsplattform zur Integration drahtloser Kommunikationstechnologien in Maschinen, Anlagen und Produktionssysteme.
„Ziel ist es, durch innovative Anwendungen neue Geschäftsmodelle und Wertschöpfungsmöglichkeiten zu erschließen und somit die Weichen für die zukünftige Wettbewerbsfähigkeit in der Automatisierungstechnik sowie dem Maschinen- und Anlagenbau zu stellen“, betont Hartmut Rauen, stellvertretender Hauptgeschäftsführer des VDMA.
Veröffentlichung neuer Branchenführer VDMA Elektrische Automation
Der VDMA Elektrische Automation veröffentlichte am 25. November 2020 die 12. Auflage seines Branchenführers „Automation on Request“. Die Publikation hilft Unternehmen des Maschinen- und Anlagenbaus den richtigen Partner unter den im VDMA organisierten Mitgliedern für ihre Automatisierungsaufgaben zu finden.
„Mit unserem Branchenführer geben wir eine Übersicht, auf welche Produktgruppen der Automatisierungstechnik und in welchen Maschinenbaubranchen sich unsere Mitglieder spezialisiert haben. Den richtigen Partner bei der Suche nach Automatisierungslösungen zu finden ist angesichts schnell wandelnder globaler Märkte ein wichtiger Faktor zum Erhalt der Wettbewerbsfähigkeit“, erklärt Florian Löber, Referent im VDMA Elektrische Automation.
Ein Hauch von Magie
Das Whitepaper beschreibt Funktionsweise, -umfang und Gestaltungsmöglichkeiten beim Einsatz kapazitiver Taster.
Elektronik & Elektrik

Mechanische Schalter und Taster kennen und nutzen wir von Kindesbeinen an. Klarer Druckpunkt, sattes Klacken beim Betätigen. So sind wir uns das gewohnt. Doch es geht auch anders, fast magisch: Ein sanftes Berühren reicht bei kapazitiven Tastern bereits aus. Haben die Mechanischen nun ausgedient?
Komplett verschleißfrei verrichten kapazitive Taster ihre Arbeit. Ihre Funktionsweise unterscheidet sich grundsätzlich von jener der mechanischen Taster. Hier gibt es keinen Hub. Nichts Bewegliches. Allein durch das Berühren des Sensorbereichs mit dem Finger verändert sich ein elektrisches Feld. Diese Veränderung löst daraufhin einen Wechsel des Schalterzustands aus. All dies geschieht ohne jeglichen Druck auf den Sensor. Verschleiß ist somit kein Thema. Außerdem lassen sich individuelle Schaltfunktionen und Beleuchtungswünsche einfach umsetzen. Schurter gibt in dem Whitepaper einen Überblick über Vor- und Nachteile des Einsatzes.
Vorteile von digitalen Drucksensoren in Industrieanwendungen
In dem White Paper beschreibt Martijn Stopel, Senior Product Design Engineer, Sensata Technologies wann und warum es vorteilhaft ist, digitale Drucksensoren in Industrieanwendungen einzusetzen. Er beschreibt welche Funktionen zur Erhöhung von Systemsiche
Sensorik

Drucksensoren werden in einer Vielzahl von Industrieanwendungen eingesetzt, die von Hydraulik und Pneumatik, Wassermanagement, Mobilhydraulik und Off-Highway-Fahrzeugen, Pumpen und Kompressoren, Klima- und Kältesystemen bis hin zum Anlagenbau und zur Automatisierung reichen. Sie spielen eine entscheidende Rolle, wenn es darum geht, sicherzustellen, dass die Systemdrücke innerhalb akzeptabler Bereiche liegen, und tragen dazu bei, den zuverlässigen Betrieb der Anwendung zu gewährleisten. Die Verwendung analoger und digitaler Drucksensoren bietet je nach Installation und Systemanforderungen unterschiedliche Vorteile… Der Download des Sensata-White Papers steht registrierten IEN D-A-CH Nutzern zur Verfügung.

Ein modulares System für die Stromüberwachung
Stromversorgungssysteme sind das Herz von Maschinen und Anlagen, denn sie sorgen für die Energie, die für den Betrieb notwendig ist. Überströme oder Kurzschlüsse können die Versorgung beeinträchtigen und für Maschinenstillstände, Produktionsausfälle und hohe Kosten sorgen. Dies gilt es zu vermeiden und damit die Zuverlässigkeit zu maximieren.
Elektronik & Elektrik

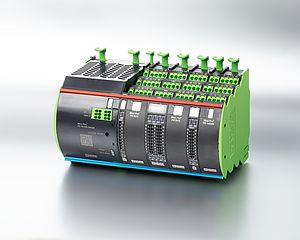
Stromversorgungssysteme sind das Herz von Maschinen und Anlagen, denn sie sorgen für die Energie, die für den Betrieb notwendig ist. Überströme oder Kurzschlüsse können die Stromversorgung beeinträchtigen und für Maschinenstillstände, Produktionsausfälle und hohe Kosten sorgen. Dies gilt es zu vermeiden und damit die Zuverlässigkeit der Stromversorgungssysteme zu maximieren. Das Murrelektronik-System, bestehend aus hochwertig qualitativen Stromversorgungen und dem Stromüberwachungssystem Mico Pro, leistet einen entscheidenden Beitrag für eine optimale Anlagen- und Maschinenverfügbarkeit.
Seit seiner Markteinführung im Jahr 2006 wird das innovative Stromüberwachungssystem Mico millionenfach in Maschinen und Anlagen eingesetzt. Im Gegensatz zu den zuvor verwendeten Leitungsschutzschaltern löst Mico auch bei langen Leitungen sowie den im 24-VDC-Bereich üblichen, kleinen Leitungsquerschnitten zuverlässig aus. Damit ist eine langzeitstabile und fehlerfreie Absicherung von Lastkreisen im 24-VDC-Bereich gewährleistet.
Mit dem patentierten Auslöseverhalten werden alle Kanäle einer Installation einzeln auf ihre Strombelastung überwacht. Nach dem Grundsatz „so spät wie möglich und so früh wie nötig“ werden fehlerbehaftete Kanäle zielgerichtet abgeschaltet. Die Fehlerursachen wie Überlasten durch verschlissene Verbraucher oder gar Kurzschlüsse können mittels Diagnosefunktionen schnell und exakt lokalisiert werden. Ist der Fehler behoben, wird der abgeschaltete Kanal wieder freigegeben. Ausdrücklich nicht abgeschaltet wird natürlich bei „gewollten“ und in aller Regel kurzzeitigen Überlasten, beispielsweise beim Starten von kapazitativen Verbrauchern. Mit der intelligenten Schaltschrankkomponente Mico gestaltet Murrelektronik die Fehlersuche schnell und zielgerichtet – das Aus für lange Stillstandzeiten und ein Faktor für zuverlässige Prozesse in der Produktion.
Die perfekt auf die Anwendung abgestimmte Lösung
Um den zunehmenden Anforderungen der Automatisierungstechnik in Richtung Modularität und Miniaturisierung gerecht zu werden, hat Murrelektronik das erfolgreiche Mico-Konzept weiterentwickelt. Mit Mico Pro bietet Murrelektronik eine modulare Lösung: Stromabsicherungssysteme können bis ins Detail so zusammengesetzt werden, wie es die Anwender für ihre Applikation benötigen. Die Station verfügt über exakt die Anzahl an Kanälen, wie im konkreten Einsatzfalle erforderlich sind. Das umfangreiche Portfolio bietet Varianten mit einem, zwei oder vier Kanälen an, die entweder fix voreingestellt sind oder flexibel auf die Anwendungen eingestellt werden können. Auch spätere Erweiterungen können unproblematisch realisiert werden. Müssen weitere Kanäle abgesichert werden, wird einfach ein zusätzliches Modul angesteckt.
Um die Zuverlässigkeit der Mico-Pro-Stationen sicherzustellen, arbeitet Murrelektronik in allen Prozessschritten mit ausgeprägtem Qualitätsbewusstsein. Bereits in der Entwicklung wird großes Augenmerk auf die Verwendung von erstklassigen Komponenten gelegt. Sie sind beispielsweise ausgesprochen effizient und werden deshalb im Betrieb nicht thermisch gestresst. Das mündet in einen hohen MTBF-Wert von über 2,4 Millionen Stunden. Gewissenhafte Prüfverfahren – beispielsweise mit über 1000 Kurzschlüssen – stellen das harmonische Miteinander der Komponenten auch in anspruchsvollen Situationen sicher. All das bietet die Gewissheit einer signifikant langen Lebensdauer und permanenten Verfügbarkeit.
Erhebliche Platzreduzierung im Schaltschrank
Die Mico-Pro-Station besteht aus exakt der Anzahl an schmalen Modulen, wie für die Anwendung benötigt werden, dadurch wird kein Platz im Schaltschrank verschenkt. Als zusätzliche Option können auch speziell für das System entwickelte Netzgeräte in Mico Pro integriert werden – sie ersetzen das Einspeisemodul und übernehmen dessen Aufgaben (Sammel-Alarmmeldung, 90-Prozent-Frühwarnung, Steuersignal für die Fernwartung) eins zu eins. Die energieeffizienten Netzteile liefern im Parallelmodus bis zu 20 A und werden mit Steckbrücken in kurzer Zeit intuitiv angeschlossen.
Neben diesen „baulichen“ Maßnahmen bietet Mico Pro mit Blick auf Platzeinsparungen aber noch eine weit größere Möglichkeit: Das System bietet Potenzialverteilermodule, mit denen mehrere Verbraucher mit „Plus und Minus“ (+24V und GND) an einen Überwachungskanal angeschlossen werden können. Dadurch werden 0V-Verteilungen und die dafür nötigen Reihenklemmen aus dem Schaltschrank beseitigt, es wird eine Menge Platz frei. Die Verbraucher sind direkt mit jedem Kanal verdrahtet und können einfach zugeordnet werden.
All das entflicht Installationen im Schaltschrank und reduziert den Aufwand für die Verdrahtung. Das Resultat: Die Gesamtkosten sinken.
Für Anwendungen der Zukunft abgesichert
Wer in einer Maschine oder einer Anlage zwei oder mehr Schaltschränke hat, benötigt durch den Einsatz von Mico Pro in vielen Anwendungen nicht mehr zwingend zwei Netzgeräte. Mit den innovativen Hochstrommodulen (> 10 A) kann die Stromversorgung voll selektiv aus einem Hauptverteilerschrank in einen Unterverteilerschrank übergeben werden. Diese Selektivität garantiert, dass nur der Kanal abgeschaltet wird, an dem der Kurzschluss oder die Überlast anliegt.
In Automatisierungskonzepten kommen zunehmend stromintensive Verbraucher zum Einsatz. Mico Pro sichert auch diese zuverlässig ab. Als Schnittstelle ins IP67-Feld eignet sich M12 Power (l-coded), da er für Beanspruchungen bis zu 16 A ausgelegt ist und von der PI (Dachverband PROFIBUS & PROFINET International) als Standard definiert ist.
Damit den Elektroplanern die Zusammenstellung des modularen Systems leicht gelingt, bietet Murrelektronik unter micopro.murrelektronik.com einen komfortablen Online-Konfigurator an. Mit wenigen Mausklicks kann er das System genau nach seinen Anforderungen aus dem Einspeisemodul und den benötigten Flex- und Fix-Modulen zusammenstellen. Er bekommt nicht nur einen visuellen 3D-Eindruck von seiner Mico-Pro-Einheit, sondern auch viele wichtige Informationen: Der Platzbedarf wird berechnet, der für die Wahl der Stromversorgung wichtige Summenstrom wird ausgegeben – und eine Plausibilitätsprüfung schließt Planungsfehler schon in dieser frühen Phase der Zusammenstellung aus.
Eingebettet in eine perfekt abgestimmte Systematik
Mico Pro ist ein wesentlicher Bestandteil eines zukunftsweisenden Stromversorgungssystems. Murrelektronik bietet ein bis ins Detail aufeinander abgestimmtes Portfolio an. Es umfasst Netzfilter, Stromversorgungen, Puffermodule und die Mico-Pro-Einheiten, die das System als effektive Lastkreisüberwachung elegant abrunden.
Gleichstrom-Kabel für die perfekte Welle
Zu den Erneuerbaren Energien zählen auch Wellenkraftwerke. Das Potential für diese alternative Stromgewinnung wird allerdings bis heute nur wenig genutzt. Die Firma SINN Power möchte das mit einem modularen und kostengünstigen Wellenkraftwerk ändern. Die ersten Tests haben die Anlagen des Münchener Startups mit Bravour bestanden, auch dank Verbindungslösungen von LAPP.
Elektronik & Elektrik

SINN Power hat seit 2018 im Hafen der griechischen Stadt Heraklion ein Wellenkraftwerk im Einsatz, Dort sind aktuell vier Module in Betrieb. Jedes Modul trägt unten einen Schwimmkörper, einen Teller mit bis zu drei Metern Durchmesser, der sich mit dem Wellengang hebt und senkt. Eine zehn Meter lange Hubstange führt die Bewegung nach oben, wo sie bis zu zwölf Generatoren antreibt, die aus der Bewegung Strom erzeugen. In Echtzeit übermittelt die Anlage in Heraklion die Betriebsdaten nach München. In der Spitze liefert jedes Modul 24 Kilowatt, im Mittel sind es 2,5 kW, allerdings mit einem kleinen Schwimmteller. Montiert man den größeren Schwimmteller mit drei Meter Durchmesser, wie er für die nächste Generation der Module vorgesehen ist, ist es doppelt so viel. Eine solche Anlage mit einer Minimalkonfiguration von sieben mal drei Modulen soll ca. 550.000 Kilowattstunden pro Jahr liefern – genug Energie, um damit rund 100 Haushalte mit Strom zu versorgen.
Zuverlässige Übertragungstechnik
Während Photovoltaik- und Windenergieanlagen nur dann Strom erzeugen, wenn die Sonne scheint beziehungsweise, wenn der Wind weht, gibt es am Meer immer Wellen. Das bedeutet: Ein Wellenkraftwerk ist grundlastfähig und kann rund um die Uhr Energie liefern. Für die effiziente und zuverlässige Energieübertragung braucht SINN Power aber auch die passenden Verbindungslösungen. Hierfür werden sie seit zwei Jahren von Hermann Robl, Vertriebsingenieur bei LAPP beraten. Neben den Verschraubungen stammen die Leitungen zur Leistungsübertragung von den Generatoren in der Anlage von LAPP, ebenso die Leitungen zur Datenübertragung, Steuerleitungen wie die ÖLFLEX ROBUST 200 sowie die Verdrahtung auf den Leiterplatten. „Wir sind sehr zufrieden mit der Unterstützung von LAPP“, sagt Simon Krüner, Elektroingenieur bei SINN Power. In diesem Frühjahr wurde die Zusammenarbeit weiter ausgeweitet.
SINN Power will das Wellenkraftwerk in Heraklion weiter optimieren. Mit einem neuen leistungselektronischem System, genannt ModTroniX 4.0, werden nun dezentrale Minigrids aufgebaut. Simon Krüner: „Unser neuer modularer Ansatz ermöglicht es auch andere erneuerbare Energiequellen sehr einfach in das System zu integrieren.“ Dabei setzt SINN Power auf eine DC-Übertragung zwischen den Komponenten. Das hat unter anderem Vorteile bei der Übertragung der Energie, Wandlungsverluste entfallen und die leistungselektronischen Komponenten können leichter kombiniert werden.
In Sachen Gleichstrom-Übertragung ist LAPP der perfekte Partner. Der Weltmarktführer für integrierte Lösungen im Bereich der Kabel- und Verbindungstechnologie ist Pionier bei Gleichstromleitungen und verfügt bereits heute über ein Portfolio an Gleichstromleitungen. Da für die Erweiterung und den Umbau in Heraklion mit dem neuen ModTronix eine Netzeinspeisung hinzukommt, brachte Hermann Robl die ÖLFLEX DC 100 für den 800-V-DC-Bus ins Spiel. Die ÖLFLEX DC 100 mit PVC-Isolation eignet sich für die feste Verlegung ohne mechanische Belastung. Die Leitung soll eine Strecke von etwa 700 Metern zum Einspeisepunkt überbrücken. Die ÖLFLEX DC 100 wird fest in Installationsrohren der Hafenmauer verlegt. Sie geht vom Container, in dem das Equipment von SINN Power untergebracht ist die Hafenmauer runter bis zum Einspeisepunkt, wo dann die Netzwechselrichter für die Einspeisung in das öffentliche Stromnetz installiert werden.
Im Wellenkraftwerk ist bereits heute ein Windrad integriert. Im Herbst wird die schwimmende Plattform mit PV-Modulen (Floating-PV) bestückt und in das Grid integriert. Simon Krüner: „Wir wollen die DC-Übertragung genau testen und hoffen, Erfahrung für andere Projekte sammeln zu können.“
SINN Power ist auch an einem großen EU-Projekt mit mehreren Unternehmen und Hochschulen, beteiligt. Das Projekt nennt sich Musica. Hier sollen auf eine schwimmende Plattform, die von der University of the Aegean gestellt werden, verschiede erneuerbare Energiequellen kombiniert werden. SINN Power wird dort seine strukturgebundenen Wellenkraftwerke integrieren. Für dieses Projekt kommt die Steuerleitung ÖLFLEX ROBUST 200 zum Einsatz.
SINN Power sieht große Potentiale für die Energiegewinnung aus der Kraft der Wellen. Für die dezentrale Stromerzeugung, etwa um eine Insel zu versorgen, wäre so ein Grid-Konzept besonders interessant. Aber auch in die ungenutzte Flächen zwischen den Windturbinen in großen Meereswindparks könnte man solche Wellenkraftwerke installieren. Ideale Voraussetzungen für solche Konzepte herrschen rund um den Äquator. SINN Power hat eine Weltkarte erstellt, in der hohe Wellen eingezeichnet sind. Ideal ist die Karibik: Dort gibt es hohe Wellen übers ganze Jahr, Tag und Nacht. Wenn man bedenkt, dass die Inseln in der Karibik pro Jahr 1,3 Milliarden Euro für Dieselstrom ausgeben, muss es dort einen riesigen Markt für Wellenkraftwerke geben. Zum finanziellen Vorteil kommt natürlich auch weil keine Luftverschmutzung durch Dieselabgase anfallen.
Die ersten Anfragen kommen aus Afrika, Asien und Süd-Amerika, wo viele Menschen in der Nähe der Küsten wohnen und die Stromversorgung oft schlecht ist. Derzeit arbeitet SINN Power gemeinsam mit Interessenten an den notwendigen Genehmigungen, Finanzierung, sowie an den allgemeinen Abläufen, die unter anderem die Logistik, den Aufbau und die Wartung betreffen. Die enge, gemeinsame Betrachtung von Energieprojekten auf der Meeresoberfläche mit potentiellen Kunden ist für beide Parteien unheimlich wichtig, denn so kann SINN Power neue Erkenntnisse direkt in die Entwicklung einfließen lassen und der Kunde gewinnt Vertrauen in die Lösungen von SINN Power.
Gleichstrom: Entwicklung und Forschung für die Industrie
In Sachen Gleichstrom ist LAPP bei Kabeln in der Entwicklung aktiv und verfügt bereits über ein Leitungsportfolio für verschiedenste Anwendungen. Darunter die Ölflex DC 100 mit neuer Farbcodierung der Adern nach der 2018 aktualisierten Norm DIN EN 60445 (VDE 0197):2018-02 für Gleichstromleitungen: rot, weiß und grün-gelb. Weitere Leitungen sind die Ölflex DC Servo 700 für stationäre und die Ölflex DC Chain 800 aus TPE für bewegte Anwendungen. Oder die erste DC-Roboterleitung Ölflex DC Robot 900 mit der Aderisolation aus TPE und dem Mantel aus PUR. Damit ist LAPP Vorreiter bei der Entwicklung von Leitungen für Niederspannungs-Gleichstromnetze für industrielle Anwendungen. Gleichzeitig ist LAPP im Forschungsprojekt DC-Industrie2 geförderter Partner und erforscht die Langzeitstabilität von Isolationsmaterialien für Kabel und Leitungen. Denn LAPP und die TU Ilmenau haben in Versuchen herausgefunden, dass die Isolationsmaterialien im Gleichspannungsfeld ein anderes Alterungsverhalten zeigen als in einem Wechselspannungsfeld. „Wir sehen in Gleichstrom große ökonomische Chancen. Nicht nur für die Automotive- und Prozessindustrie. Viele Verbraucher sind schon heute Gleichstromverbraucher. Durch die Reduzierung von Umwandlungsverlusten steigern wir die Effizienz. Durch den Wegfall der Umrichter brauchen wir weniger Komponenten und damit weniger Platz. Regenerative und dezentrale Energiequellen können leichter integriert werden. Auch die Rückspeisung von Bewegungsenergie erfolgt über DC. Der E-Motor wird zum Generator“, listet Guido Ege, Leiter Produktmanagement und Produktentwicklung bei der U.I. Lapp GmbH, die Vorteile auf.
Normkonformes Differenzstromüberwachungsgerät
Kompakte Überwachung für Stromschienensysteme und ausdehnende Leitungen
Elektronik & Elektrik

Isolationsfehler beginnen oft schleichend, etwa durch Materialalterung. Die Fehlerströme sind in diesem Stadium zu gering, um eine Schutzeinrichtung auszulösen. Durch ein kontinuierliches Differenzstrom-Monitoring können solche Prozesse frühzeitig erkannt und Anlagenschäden, bis hin zu Produktionsausfällen, vermieden werden. Janitza hat hierfür eine große Auswahl an Messgeräten entwickelt. Das neueste Mitglied im Portfolio ist das RCM 201-ROGO zur Überwachung von Differenzströmen des Typ A (sinusförmige und pulsierende Wechselströme) in Anlagen, die unterbrechungsfrei betrieben werden müssen. Damit lässt sich eine Anlage sogar nachträglich mit sehr geringem Aufwand ausrüsten.
Einfache Montage
Das Gerät entspricht der DIN EN 62020 und eignet sich besonders für große Kabelquerschnitte und Stromschienen bis 4000 A. Differenzströme werden in den Messbereichen 5 / 10 / 25 / 125 A mit einer Messgenauigkeit ab 1% erfasst. Zum Lieferumfang gehört eine Rogowskispule, die sich mittels Mini-DIN-Stecker sehr einfach anschließen lässt. Zur Auswahl stehen Spulen mit Durchmessern von 50 mm bis 365 mm und Längen von 160 mm bis 1150 mm – für jede Anwendung die passende Baugröße. Da sich dieser Spulentyp ohne Unterbrechung des Leiters montieren lässt, ist er eine ideale Retrofit-Lösung, wenn Splitcore-Wandler aus Platz- oder Preisgründen nicht in Frage kommen. Die Montage ist auch an schwer zugänglichen Stellen problemlos möglich.
Auch das Gerät selbst, der Differenzverstärker, ist sehr kompakt gehalten und benötigt wenig Platz im Schaltschrank. Zum Einbinden in die vorhandene Steuerung stehen mehrere Schnittstellen zur Verfügung: Ein Differenzstromausgang (0–40 mA) erlaubt den Anschluss an alle standardisierten Janitza RCM-Eingänge. Am Gerät einstellbare Grenzwerte und Alarme lassen sich über einen Digitalausgang weiterleiten. Durch eine RS485-Schnittstelle ist zudem eine Einbindung in die übergeordnete Leittechnik per ModbusTCP möglich. Mess-, Warn- und Alarmwerte können mit der Software GridVis® ausgelesen und verarbeitet werden.
Adapter beschleunigt die Energieketten-Montage
Schnittstellenkonzept für die einfache Verbindung von Energieketten überzeugt mit seiner Funktionalität die Jury des German Design Awards 2021.
Elektronik & Elektrik

Sicher und schnell gesteckt, das ist die Idee hinter dem Module Connect Schnittstellenkonzept, welches igus entwickelt hat, wenn eine große Anzahl gesteckter Leitungen auf engstem Raum zusammenkommt. Statt jede Leitung einzeln zu verbinden, können die Energiekettensysteme durch das flache und platzsparende Gehäuse in Sekundenschnelle gesteckt werden. Je nach Gehäuse kann der Anwender aus einem Baukasten bis zu vier Harting Han Modular-Einsätze zum Beispiel für Pneumatik, Leistung, BUS und Signal wählen. Dabei lassen sich die Steckverbinder individuell miteinander verbinden. Eine hohe Kontaktdichte ist so für jede Anwendung möglich. Damit der Stecker jetzt auch sicher an die Energiekette angeschlossen werden kann, hat igus einen Adapter entwickelt. In Abhängigkeit der Kettenserie, Kettenbreite und Anzahl der Module Connect Stecker fertigt igus den Adapter kundenindividuell im 3D-Druck und in Kürze auch als modulares Serienteil im Spritzguss. Anschließend wird er einfach am Module Connect befestigt und per Snap-In-Mechanismus an die Kette angebaut.
Bis zu 80 Prozent Montagezeit einsparen
Das Module Connect wird mit dem Adapter zu einer Schnittstelle, wodurch sich die Montagezeit um 80 Prozent reduziert. Ein Beispiel: Ein Anwender hat 16 Leitungen, die er in eine Energiekette einsetzen und steckbar machen will. In ein Module Connect passen vier variable Einsätze. Durch die Kombination von vier Module Connect Modulen bildet sich der Kunde seine individuelle Schnittstelle. Im Vergleich dazu müsste er bei einem herkömmlichen System die einzelnen Steckverbinder in die Anlage verbauen, stecken und verriegeln. „Mit weiteren Arbeitsschritten, wie dem Einbau und der Befüllung der leeren Energiekette, dem Einstellen der Überstände sowie dem Verlegen der Leitungen liegen wir bei einer Montagezeit von mehreren Stunden“, erklärt Markus Hüffel, Produktmanager readychain bei der igus GmbH. „Mithilfe des Module Connect Adapters ist die gesamte Baugruppe steckbar. Dadurch wird nur einmal gesteckt und einmal verriegelt. Die Selbstkodierung des Module Connect schließt ist ein fehlerhaftes Stecken aus. So reduzieren wir die Installationszeit von mehreren Stunden auf Minuten.“ Im Servicefall kann der Instandhalter einfach die Energiekette mit dem Adapter abstecken, eine konfektionierte Energieführung neu einstecken und direkt seine Maschine oder Anlage wieder in Betrieb nehmen.
Ausgezeichnetes Design
Der Module Connect Adapter ist ein Produkt, das nicht nur Kunden überzeugt, sondern auch die Jury des German Design Awards 2021. In der Kategorie Excellent Product Design erhielt der Adapter die Auszeichnung des internationalen Rats für Formgebung. Das Module Connect selbst gewann 2018 den reddot Design Award.
Algen als Alleskönner – Automatisierung einer Produktionsanlage
Algen sind wahre Alleskönner und werden sogar schon als Rohstoff der Zukunft bezeichnet. Von den weltweit über 70.000 Algenarten sind gerade einmal rund 30.000 erforscht. Grundsätzlich wird zwischen sogenannten Makro- und Mikroalgen unterschieden. Während Makroalgen mit dem bloßen Auge zu erkennen sind, handelt es sich bei Mikroalgen um mikroskopisch kleine Organismen.
Automatisierungstechnik

Die Weber GmbH in Aschaffenburg konstruiert und fertigt eine Mikroalgenproduktionsanlage. Die komplette Konzeption und Realisierung der Anlage, und die Inbetriebnahme erfolgte durch das JUMO-Engineering-Team. Alle JUMO Komponenten werden in einem Schaltschrank installiert und anschlussfertig ausgeliefert.
Für uns Menschen sind Algen ein wahrer Segen, denn sie produzieren immerhin bis zu 90 Prozent des Sauerstoffs auf der Erde. Mit ihrem Gehalt an Zucker, Stärke, Ölen und Omega3-Fettsäuren bringen sie eine siebenfach höhere Produktivität als Mais. Zudem binden die Organismen Kohlendioxid (CO2), welches sie zum Wachstum benötigen.
Aus dem Tank auf den Tisch und ins Labor
Die Biomasse ist sehr gefragt in der Kosmetikindustrie, bei der Produktion von Lebensmitteln wie Fischfutter und in der Pharmaindustrie. Der aus den Algen zu gewinnenden Biodiesel wird in den USA zurzeit sogar als Treibstoff der Zukunft gehandelt. Mikroalgen sollen jetzt sogar ins den Weltraum. Die ESA (European Space Agency) lässt derzeit einen Bioreaktor für die Raumfahrt entwickeln, mit dessen Hilfe CO2 in Sauerstoff umgewandelt wird und der zum Beispiel bei Mars-Missionen benötigt wird. In den Bioreaktoren der Weber GmbH wachsen Algen, die in Kosmetikprodukten verwendet werden.
In der Kosmetik kommen vor allem die Meeresalgen zum Einsatz, während Süßwasseralgen in der Ernährung eine übergeordnete Rolle spielen. Meeresalgen können Wirkstoffe wesentlich besser speichern als Landpflanzen und sind reich an Mineralstoffen, Vitaminen, Aminosäuren, Spurenelementen und Proteinen. Sie dringen leicht in die Haut ein, wirken revitalisierend und remineralisierend, können aber auch die Durchblutung und die Zellerneuerung anregen. Die Proteine der Algen versorgen die Hautzellen mit Energie und bilden einen Schutz vor dem Austrocknen.
Produziert werden diese Algen in Photo-Bioreaktoren. Die heranwachsenden Algen nutzen das ihnen zur Verfügung gestellte CO2 und Sonnenlicht, um Photosynthese zu betreiben. Die Teilanlage des Bioreaktors, die vom JUMO-Engineering-Team automatisiert wurde, besteht aus mehreren Tanks, welche hintereinander angeordnet sind. Vor dem ersten Tank befindet sich ein Vorratsbehälter, in den über ein Magnetventil Frischwasser zugeführt wird. Aus diesem Vorratsbehälter wird das Wasser über ein weiteres Magnetventil in den ersten Tank zugeführt. Die Überläufe der Tanks sind kaskadiert angeordnet, sodass das Wasser von Tank zu Tank läuft.
Am Ende befindet sich ein Auffangbehälter mit zwei Niveau-Schaltern Am Auffangbehälter befindet sich ein Ablauf in die tieferliegende Rohrleitung. In dieser Leitung befindet sich die Messtechnik für den pH-Wert, die Leitfähigkeit, Trübung, Sauerstoff und Temperatur sowie die Umwälz-Pumpe. Diese Rohrleitung wird über eine Steigleitung wieder zurück in den ersten Tank geführt. In der Steigleitung sitzt die zweite pH-Messstelle. Zur Überwachung dieser Werte kommt das modulare Mehrkanalmessgerät JUMO AQUIS touch in Kombination mit dem digitalen Bussystem für die Flüssigkeitsanalyse JUMO digiLine zum Einsatz. Die Leitfähigkeit wird über den JUMO AQUIS 500 Ci, einen Messumformer für induktive Leitfähigkeit, Konzentration und Temperatur, kontrolliert.
Darüber hinaus ist in die Lösung das Automatisierungssystem JUMO mTRON T eingebunden, das unter anderem die „Ernte“ der Mikroalgen, das Befüllen der Tankanlagen und Vorratsbehälter sowie den Produktionsbetrieb steuert. In Letzterem wird die Regelung des ph-Werts, der Leitfähigkeit vom Automatisierungssystem übernommen. Der Beginn und das Ende der Ernte werden über die Messwerte Trübung und Sauerstoff geregelt.
Einfache Bedienung
Die Bedienung der Anlage erfolgt weitgehend zentral über ein Touchscreen-Multifunktionspanel des JUMO mTRON T. Dazu wurden von JUMO Standardbildschirme sowie individuelle Prozessbilder erstellt. Über das Panel kann auch auf eine Datenregistrierung sowie eine Alarm- und Ereignisliste zugegriffen werden. Dazu wurden verschiedene Alarme zum Beispiel bei Störung der Dosierpumpen oder Überschreitung von Mess-Grenzwerten definiert. Über das Software-Tool JUMO PCC werden die registrierten Daten direkt vom JUMO mTRON T Multifunktionspanel abgerufen und können am PC ausgewertet werden. Die JUMO PCC läuft auf einem firmeninternen PC oder Server und ruft die Daten des Multifunktionspanels zyklisch in einer einstellbaren Zeit ab.
Engineering-Dienstleistungen
Bei der Umsetzung der kompletten Anlage arbeitete die Weber GmbH intensiv mit dem Engineering-Team von JUMO zusammen. Dieses entwickelt maßgeschneiderte Applikationen für eine Vielzahl von Branchen. Das sind zum Beispiel die Nahrungs- und Genussmittelindustrie, die Wasser- und Abwassertechnik, die Pharmabranche, die Heizungs- und Klimatechnik, die chemische Industrie oder der stark wachsende Bereich der erneuerbaren Energien. Das Portfolio des Engineering-Teams ist umfangreich. Die Angebote reichen von grundlegenden Machbarkeitsanalysen über die Durchführung von Workshops, die Erstellung von Lasten- und Pflichtenheften bis hin zum kompletten Projekt-Management. Umfangreiche Erfahrungen sind in der SPS-Programmierung, der Visualisierung und in der Netzwerktechnik vorhanden. Die Kundenapplikationen werden basierend auf JUMO Produkten entwickelt und realisiert und die Applikationen werden vor Ort in Betrieb genommen. Service- und Supportdienstleistungen sowie spezifische Schulungen runden das Paket ab.
Ultrarobuste Bediengeräte
IP67-Rundumschutz für den Betriebstemperaturbereich von -20 bis +55 °C
Automatisierungstechnik

Mit der TXF700-Serie bietet Turck eine ultrarobuste Bediengeräteserie mit vollständigem IP67-Rundumschutz für den Einsatz zwischen -20 und +55 °C an. Die moderne HMI-Plattform ermöglicht mit ihrer hohen Schutzart flexible und schlanke Montagekonzepte, da im Gegensatz zu bisherigen Lösungen kein Einbau in Schutzgehäuse oder Schaltschränke mehr erforderlich ist.
Bis zu 21,5 Zoll Displaygröße
Die brillanten TFT-Displays sind durch eine Glasfront geschützt und mit einem kapazitiven Touchscreen ausgestattet, der Multi-Touch-fähig ist und Gestensteuerung unterstützt. So lassen sich moderne Bedienkonzepte aus der Welt der Smartphones und Tablets zeitgemäß in die raue Welt der Industriellen Automatisierung übertragen. Die TXF700-Bediengeräte sind in fünf Varianten mit Displaygrößen von 5“ bis 21,5" und bis zu 1920 x 1080 Pixel Auflösung erhältlich.
Mit der neuen HMI/PLC-Reihe baut Turck sein umfangreiches IP67-Portfolio weiter aus. Die Geräte können überall dort eingesetzt werden, wo keine besonderen Ex-Schutz- oder Hygiene-Anforderungen gelten, vor allem aber im Maschinen- und Anlagenbau, der Verpackungsindustrie sowie in den Bereichen Intralogistik, Mobile Equipment und Automobilindustrie.
Integrierte Gateway-Funktionalität
Die TXF700 können nicht nur zur Visualisierung eingesetzt werden, sondern lassen sich auf Wunsch mit Turcks TX VisuPro auch ohne CODESYS als IIoT Gateway bzw. Edge Controller nutzen. Neben den klassischen HMI-Protokollen für die Anbindung an Steuerungen, etwa von Siemens, Beckhoff oder Rockwell, unterstützt TX VisuPro auch MQTT oder OPC-UA als Server und Client. Die TXF700-HMIs können mit bis zu acht Protokollen parallel kommunizieren. Über diese Gateway-Funktion sind daher auch Daten zwischen unterschiedlichen Steuerungen oder Endgeräten austauschbar.
Flexibles I/O-Erweiterungsmodul für Raspberry Pi basierten Hutschienen-PC
Bereitstellung von 16 bis 128 digitalen I/Os
Automatisierungstechnik

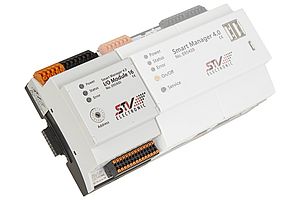
STV Electronic erweitert seinen Raspberry Pi 3 B+ basierten Hutschienen-PC um ein smartes digitales I/O-Erweiterungsmodul, das über RS-485 auch abgesetzt vom System betrieben werden kann. Das neue I/O Module 16 hat 4 digitale Eingänge, 4 digitale Ausgänge und 8 flexibel auslegbare Schnittstellen, die entweder als digitaler Eingang oder digitaler Ausgang konfiguriert werden können. Bis zu 8 dieser Erweiterungsmodule kann der Smart Manager 4.0 über RS-485 steuern, sodass insgesamt 16 bis 128 flexibel konfigurierbare digitale I/Os zur Verfügung gestellt werden können. Die I/Os sind IEC 61131-2 konform galvanisch getrennt und nach DIN VDEV 0884-11:2017-01 bis maximal 2.500 Vrms isoliert.
Vielseitige industrielle Einsatzmöglichkeiten
Anwendungsbereiche des über kostenlose CoDeSys-Bibliotheken IEC 61131-3 konform steuerbaren digitalen I/Os finden sich in zahlreichen Digitalisierungs- und Edge-Computing-Applikationen des Maschinen- und Anlagenbaus bis hin zu Industrie- und Gebäudeautomatisierungslösungen in Unterputz-Kleinverteilerkästen, die nach DIN 43880 maximale Einbautiefen von bis zu 70 mm zulassen. Die Konfiguration und Auswertung der STV Electronic I/0 Module erfolgt über das API (Application Programming Interface) des Raspberry Pi 3 basierten Smart Managers. Zudem verfügt der Smart Manager 4.0 über ein Webinterface, auf dem die Konfiguration der Module auch remote vorgenommen werden und der Status eingesehen werden kann. Werden nur die Eingänge des I/O-Moduls verwendet, ist keine separate 24VDC-Spannungsversorgung erforderlich. In diesem Falle erfolgt die Spannungsversorgung des Moduls direkt über die Schnittstelle zum Raspberry Pi Hutschienen-PC.
Werden mehrere I/O Module über RS 485 angebunden, erhält jedes Modul seine eigene Adresse über den frontseitigen Codierschalter. So lässt sich das System flexibel auf bis zu 8 I/O-Module mit bis 128 flexibel konfigurierbaren digitalen I/Os erweitern. Wird nur ein Modul zur Erweiterung benötigt, kann das I/O Module 16 kabellos mit dem Smart Manager 4.0 verbunden werden. Weitere Module werden über RS-485 Daisy-Chaining verbunden.
10 Fragen, die Sie sich vor der Entscheidung für Bin-Picking-Robotik stellen sollten
Bin-Picking-Robotik wurde von vielen als Lösung für die Automatisierung einer Vielzahl von Prozessanwendungen angesehen, aber in unterschiedlichen Industriezweigen ist die Akzeptanz dieser Art von Technologie nach wie vor gering. Autor: Nicolas Lauzier, Ph.D., Senior Product Manager, Robotiq
Automatisierungstechnik

Auf dem Markt herrscht kein Mangel an Lösungen, aber die Eintrittsbarrieren, insbesondere die Komplexität und die Kosten der meisten Systeme, sind nach wie vor beträchtlich. Angesichts des hohen Integrations- und Programmieraufwands, der erforderlich ist, überrascht es nicht, dass die meisten in der Praxis eingesetzten Bin-Picking-Systeme bei großen, hoch entwickelten Herstellern wie z. B. Automobil-OEMs zu finden sind. Die Akzeptanz bei den KMUs ist viel geringer. Jedoch findet sich die überwiegende Mehrheit der Behälter- und Verarbeitungsanlagen innerhalb der KMUs. Hier scheint der größte Anwendungsbereich für das automatische Bin-Picking zu liegen.
Jedoch muss für jedes Unternehmen, das eine kontinuierliche Verarbeitung benötigt, eine Lösung für die konsequente Beschickung von Verarbeitungsanlagen mit Komponenten gefunden werden. Das Zurückgreifen auf menschliche Arbeitskräfte ist nicht immer eine Option. Die Arbeit ist langweilig, unbefriedigend und wiederholt sich ständig. Das bedeutet, dass es selbst in Gegenden oder Zeiten mit höherer Arbeitslosigkeit eine große Herausforderung ist, Personen zu finden, die bereit sind, diese Arbeit zu leisten. Gleichzeitig können die physischen Auswirkungen des Bückens in Behälter zur Entnahme von Komponenten zu Gesundheits- und Sicherheitsproblemen sowohl für die Arbeiter als auch für ihre Arbeitgeber führen. Des Weiteren neigen menschliche Arbeitskräfte zu Ermüdung oder Ablenkung, was zu inkonsistenter Platzierung der Komponenten mit den damit verbundenen Problemen im weiteren Verlauf oder sogar zu ungeplanten Produktionsausfällen führen kann.
Herausforderungen
Theoretisch ist es für eine Person eine ziemlich einfache Aufgabe, einen Gegenstand aus einem Behälter zu nehmen und ihn an der richtigen Stelle und in der richtigen Ausrichtung, normalerweise auf ein Förderband, abzulegen. Jedoch stellt die Auswahl von Objekten in zufälligen Positionen, die sich überlappen und übereinander liegen, sowie die anschließende Ausrichtung und korrekte Platzierung der Objekte unzählige Herausforderungen für Robotersysteme dar.
Der Roboter muss in der Lage sein, Teile in zahlreichen Positionen zu sammeln und bis in die tiefsten Ecken des Behälters zu greifen, wobei Kollisionen mit dem Behälter, anderen Teilen oder der Arbeitszelle selbst vermieden werden müssen. Dies stellt eine große Herausforderung für die Bildverarbeitung dar. Hierzu gehören Probleme wie Okklusion, bei der einige Objekte teilweise oder vollständig durch andere, die sich auf ihnen befinden, verdeckt werden, und Beleuchtung, bei der Objekte Schatten aufeinander werfen, die sie vor der Kamera verbergen. Ein weiteres Problem stellt die Kantenerkennung dar: Bei Objekten gleicher Farbe und gleichen Materials kann es undeutlich sein, wo das eine Objekt beginnt und das andere aufhört und zu Schwierigkeiten bei der Erkennung der Umrisse jedes einzelnen Objekts führen. Diese Probleme treten sowohl bei der 2D- als auch bei der 3D-Bildverarbeitung auf, vor allem aber bei der 2D-Vision, da es fast unmöglich sein kann, einzelne Objekte zu erkennen.
Diese Anwendungen erfordern in der Regel komplexe Erfassungssysteme, detaillierte Modelle des Teils, des Behälters, des Endeffektors, der Platzierungsziele und eventueller Hindernisse sowie Algorithmen zur kollisionsfreien Bahnplanung in Echtzeit. Insgesamt ergibt sich daraus ein teures und zeitaufwändiges Systemintegrationsprojekt, das auch ein detailliertes Programmier-Know-how erfordert. Zudem können je nach Anwendung und Standort feste Kameras und zusätzliche Beleuchtung erforderlich sein.
Ein Robotikexperte muss den Sensor, den Computer, die Software und die Robotersteuerung integrieren und anschließend ein Programm schreiben, das die Position jedes Teils abruft und die Art und Weise der Beförderung zum Bestückungsziel bestimmt. Die Planung einer einzigartigen, kollisionsfreien Bahn für jedes Teil im Behälter bis zum Bestückungsziel ist äußerst kompliziert. Sie ist jedoch der wichtigste Faktor für die Zuverlässigkeit des Systems und führt bei unsachgemäßer Ausführung zu Kollisionen, zu im Behälter verbliebenen oder abgeworfenen Teilen und nicht erreichten Zielen.
Inzwischen konnten all diese Hürden jedoch weitgehend beseitigt werden. Fortschritte bei kosteneffektiven Cobots, 3D-Bildgebung und intelligenter Bewegungssteuerungssoftware ermöglichen eine neue Generation von Bin-Picking-Lösungen, die in der Lage sind, weitaus mehr maschinelle Anwendungen von heute zu bewältigen, damit Hersteller ihre begrenzten Ressourcen auf höherwertige Aufgaben verlagern können.
Mit dieser neuen Technologie können alle Anwendungen, bei denen die Objekte nicht zerbrechlich sind und nicht jedes Mal auf die gleiche Weise gegriffen werden müssen, bewältigt werden. Dabei ist nur eine einfache Roboterkamera erforderlich. Sie funktioniert durch Vereinfachung des Erkennungsschritts. Anstatt zu versuchen, Objekte zu erkennen, wenn sie übereinander gestapelt sind, verlagert das System sie an einen Ort, an dem sie von einem Standard-2D-Vision-Sensor leichter erkannt werden können.
Der Robotergreifer greift einfach eine Anzahl der zu erfassenden Objekte. Für diese Aufgabe ist es nicht notwendig, die Objekte zu erkennen, da der Greifer einfach in den Behälter bewegt werden kann, die Objekte greift und dann auf eine ebene Oberfläche fallen lässt. Der Bildverarbeitungssensor des Roboters erkennt die einzelnen Objekte auf der Oberfläche und hebt sie dann einzeln auf. Auf diese Weise entfallen teure Abtast- und Erfassungssysteme sowie Programmieralgorithmen, sodass es für die meisten KMUs finanziell erschwinglich ist.
Jüngste Fortschritte der führenden Unternehmen im Bereich der Cobot-Anwendungen haben zur Verfügbarkeit vereinfachter Systeme geführt und ermöglichen eine schnelle Einrichtung für die Positionierung, Aufnahme, Handhabung und Platzierung von flachen und zylindrischen Teilen. Damit wird die Bin-Picking-Robotik in den finanziellen Rahmen vieler Unternehmen gebracht.
Die Frage lautet daher nicht mehr „Kann ich Bin-Picking durchführen?“, sondern eher: „Ist Bin-Picking im Moment die richtige Wahl für mich?“ Im Folgenden finden Sie 10 Fragen, die Ihnen bei der Entscheidung helfen sollen, ob Bin-Picking-Robotik die richtige Wahl für Sie ist:
1. Warum ziehe ich Bin-Picking-Robotik in Betracht?
Warum denken Sie, dass Bin-Picking eine gute Wahl sein könnte? Was hat Sie dazu veranlasst, es in Betracht zu ziehen? Trotz der neuen und einfachen Bin-Picking-Lösungen sollten Sie nur dann mit diesem Verfahren fortfahren, wenn es wirklich die beste Lösung für Ihre aktuellen Probleme ist.
2. Welche Hauptaufgaben verfolgt Bin-Picking?
Prüfen Sie, ob Bin-Picking mit Ihren Geschäftszielen übereinstimmt. Wenn Sie beispielsweise den Durchsatz erhöhen möchten, um Ihre Produktionsleistung zu steigern, kann Bin-Picking durchaus hilfreich sein. Wenn Ihre Priorität jedoch auf der Optimierung der Produktqualität liegt, kann Bin-Picking hier möglicherweise nur bedingt wirksam sein.
3. Welche meiner Anwendungen kommen für Bin-Picking infrage?
Bevor Sie Ihre Entscheidung darüber treffen, welche Anwendung zuerst eingesetzt werden soll, sollten Sie zunächst alle Prozessanwendungen ermitteln, die eventuell für Bin-Picking infrage kommen. Sie werden möglicherweise feststellen, dass mehrere Anwendungen infrage kommen. Es empfiehlt sich, für Ihren ersten Einsatz eine Anwendung auszuwählen, die relativ einfach zu integrieren ist und Ihnen schnell eine gute Rendite bringt.
Man sollte auch nicht vergessen, dass es immer Anwendungen geben wird, die für eine Automatisierung einfach zu komplex sind und auf absehbare Zeit menschliches Bedienungspersonal erfordern werden. Bin-Picking ist kein Allheilmittel für alle Prozessprobleme.
4. Wird eine akzeptable Investitionsrendite erzielt werden?
Wie bei jeder Roboteranschaffung ist die Amortisationszeit von entscheidender Bedeutung; eine frühzeitige Anfrage bedeutet größere Klarheit über die finanziellen Auswirkungen für Ihr Unternehmen.
5. Welche Roboter unterstützen Bin-Picking aus dem Karton?
Obwohl der Einsatz von Bin-Picking in letzter Zeit deutlich vereinfacht wurde, handelt es sich für einige Robotermarken immer noch um eine komplexe Anwendung. Vergewissern Sie sich also, dass der von Ihnen gewählte Roboter Ihnen das Leben so einfach wie möglich macht.
6. Was ist der beste Zeitpunkt für den Einsatz Ihres Bin-Picking-Roboters?
Sie sollten selbst ermitteln, ob der jetzige Zeitpunkt für den Einsatz Ihres Bin-Picking-Roboters tatsächlich der Beste ist. Wenn das nicht der Fall ist, sollten Sie entscheiden, wann es besser wäre.
7. Ist Bin-Picking für Ihre Anwendung unbedingt erforderlich?
Da Bin-Picking heute viel einfacher zu verwenden ist als früher, könnten einige Leute in Betracht ziehen, es dort einzusetzen, wo es nicht zwingend notwendig ist. Es gibt unter Umständen mehrere Möglichkeiten, die meisten Anwendungen ohne Roboter bereitzustellen. Wenn es also einen einfacheren Weg gibt, das gleiche Ergebnis zu erzielen, sollten Sie dies ernsthaft in Erwägung ziehen.
8. Welche Personen in Ihrem Team können einen Bin-Picking-Roboter einrichten?
Da die Handhabung von Robotern einfacher geworden ist, ist es für Mitarbeiter Ihres Teams, die zuvor vielleicht nicht über die richtigen Fähigkeiten verfügten, jetzt möglich, eine Roboteranwendung zu verwenden. Dies ist jetzt auch bei Bin-Picking der Fall. Bestimmen Sie, welche Mitarbeiter in Ihrem Team die Verantwortung für den Einsatz des Roboters übernehmen werden.
9. Haben Sie ein Support-Netzwerk für den Robotereinsatz?
Von Vorteil ist es natürlich, ein Support-Netzwerk von Partnern und Kollegen zu haben, die Erfahrung mit der Robotik haben.
10. Wie fängt man am besten an?
Sobald Sie festgestellt haben, dass Bin-Picking-Robotik die richtige Lösung für Ihr Unternehmen ist, werden Sie sich einen möglichst einfachen Einstieg wünschen. Wenden Sie sich an einen unabhängigen Experten für Roboteranwendungen, um Ihre Anforderung zu besprechen.
Diagnosetools für die Wartung industrieller Netzwerke
Vereinfachung der Netzwerkanalyse durch den Einsatz künstlicher Intelligenz
Automatisierungstechnik

Die Vermeidung ungeplanter Unterbrechungen und die Vereinfachung der Fehlerbehebung stehen für alle, die ein industrielles Netzwerk unterhalten, ganz oben auf der Tagesordnung. Procentec ist davon überzeugt, dass das neue Produktpaket, vorgestellt zur SPS connect, die täglichen Abläufe von Außendiensttechniker erheblich verbessern und einen hervorragenden Return on Investment für die Wartung von Netzwerken mit einfacher und gemischter Architektur bieten wird. „Diese Releases reduzieren unnötige Technikereinsätze, verringern den Zeitaufwand für das Auffinden von Fehlern und geben Ihnen klare Ratschläge zur Fehlerbehebung“, sagt Pieter Barendrecht, CEO von Procentec. „Sie bieten auch einen stärker vernetzten Ansatz für die Fehlererkennung und -diagnose. Sie werden sich in kürzester Zeit amortisieren.“
Echtzeit-Analyse mit Klartextausgabe
Ein Höhepunkt der Neuvorstellungen ist SNAP Analysis. Diese einzigartige, selbstlernende Funktion, die ein Add-On zu Osiris darstellt, analysiert die Live-Daten eines PROFIBUS-Netzwerks. Sie liefert eine sofortige schriftliche Diagnose der wahrscheinlichsten Fehlerursachen, wodurch die Notwendigkeit entfällt, komplizierte Oszilloskopbilder und -meldungen manuell zu interpretieren.
Für die Netzwerküberwachung
Wenn dies nicht beeindruckend genug ist, verwendet SNAP auch einen Algorithmus, um Datenmuster zu erkennen und daraus zu lernen, wodurch es in der Lage ist, häufige Netzwerkfehler vorhersagen zu können. „SNAP vereinfacht die Fehlerbehebung bei Geräteproblemen und ermöglicht vorbeugende Maßnahmen“, erklärt Barendrecht. "Es ist ein wunderbares Beispiel für die Verbesserung der Diagnose mit Hilfe künstlicher Intelligenz.“ Diese neue externe Plattform vereint die Daten mehrerer Atlas-Einheiten der permanenten Überwachung zu einer praktischen Übersicht. Sie ermöglicht es den Technikern zum ersten Mal ihr gesamtes industrielles Netzwerk von jedem Ort der Welt aus zu überwachen.
"Osiris Enterprise bietet das nächste Level der Überwachung", sagt Herr Barendrecht. "Es gibt Ihnen einen Überblick über die gesamte Fabrik und ermöglicht die Einsicht in jedes Gerät, um detaillierte Diagnoseinformationen zu erhalten. In Kombination mit SNAP und unseren anderen neuen Produkten, erhalten Sie eine wirkliche Kontrolle über ihr industrielles Netzwerk".
Zu diesen anderen Produkten gehört auch Atlas2 - eine permanente Überwachungslösung der zweiten Generation für Industrial Ethernet und PROFIBUS. Eine anpassbare Topologie, eine optimierte Berichterstellung, eine Notizfunktion sowie eine EtherCAT-Diagnoselizenz sind einige der Neuerungen. Atlas2 ist viermal schneller als sein Vorgänger und beschleunigt die Fehlerbehebung erheblich.

Im Juli 2021 startet die schrittweise Abschaltung der 3G-Netze durch die deutschen Mobilfunk-Provider. Hintergrund ist der Ausbau der deutlich schnelleren LTE 4G- und 5G-Netze durch die Netzbetreiber. Anwender von IIoT-Lösungen sollten jetzt bereits ihre 3G-Geräte gegen zuverlässige und zukunftssichere LTE 4G Router und Gateways tauschen.
Ausreichende Bandbreite gewährleisten
Seit fast zwanzig Jahren sind die auf UMTS-Technologie basierenden 3G-Mobilfunknetze jetzt in Betrieb. Mittlerweile stehen mit LTE 4G und 5G deutlich leistungsfähigere Technologien zur Verfügung, deren Netze mit Hochdruck ausgebaut werden. Im Rahmen des weiteren Netzausbaus sollen die freiwerdenden 3G-Frequenzen für den neuen 5G Mobilfunkstandard genutzt werden. „Wer noch reine 3G-Router betreibt, sollte das zum Anlass nehmen jetzt schon den geregelten Umstieg auf neue Geräte zu planen,“ empfiehlt Christian Lelonek, Geschäftsführer der IoTmaxx GmbH. Das Unternehmen aus Hannover hat sich auf wirtschaftliche und kundenindividuelle IIoT-Lösungen für den Mittelstand spezialisiert und bietet für diesen Bereich optimierte Router und Gateways aus eigener Entwicklung an. Abwarten ist laut Lelonek keine Alternative: „Vorhandene 3G-Router können nach der Abschaltung nur noch im 2G-Netz Daten kommunizieren. Für die meisten IIoT-Anwendungen ist die geringe Bandbreite im 2G-Netz aber nicht ausreichend.“
Die Lösung: LTE 4G Mobilfunk-Router
Wer also Mitte des nächsten Jahres zuverlässig funktionierende Router mit ausreichender Übertragungsrate im Feld haben muss, sollte sich schon heute Gedanken über einen Austausch machen, denn ein Systemtest mit einem neuen Router und die Ausrollung der neuen Geräte benötigt Zeit. Der Wechsel zu neuen LTE 4G Routern von IoTmaxx hat aber auch weitere entscheidende Vorteile: Sie erreichen eine wesentlich bessere Netzabdeckung sowie höhere Übertragungsraten und das bei deutlich geringeren Latenzzeiten. Gerade im IIoT-Umfeld ist auch die Nutzung aktueller Sicherheitsstandards ein wichtiges Thema. Mit der Umrüstung auf moderne Router und Gateways können diese zusätzlichen Vorteile sofort genutzt werden.
Optimale Wahl für sichere Industrieanwendungen
Die robusten LTE 4G Mobilfunk-Router von IoTmaxx sind auf den Einsatz in Industrieumgebungen ausgelegt. Neben einer zuverlässigen Technik und hohen Sicherheitsstandards zeichnen sie sich durch zahlreiche Ethernet-Schnittstellen aus, die vielfältige Kommunikationsmöglichkeiten mit verschiedenen eingebundenen Geräten und Anlagen bieten. Die LTE 4G Industrierouter und Gateways von IoTmaxx sind individuell einsetzbar und besonders robust. Sie arbeiten in einem Temperaturbereich von -25 bis +70 °C und werden in einem widerstandsfähigen Metallgehäuse ausgeliefert. Ihre Montage erfolgt auf einer standardisierten Hutschiene.
Siemens stellt industriellen 5G-Router vor
Verbindung lokaler Industrieanwendungen mit öffentlichem 5G-Netz für Fernzugriff und -wartung
Automatisierungstechnik

Siemens stellt den ersten industriellen 5G-Router für die Anbindung von lokalen Industrieanwendungen an ein öffentliches 5G-Netz vor. Das Gerät wird im Frühling 2021 verfügbar sein. Mithilfe des neu entwickelten Scalance MUM856-1 werden Industrieanwendungen wie Maschinen, Steuerelemente und andere Geräte über ein öffentliches 5G-Netz aus der Ferne erreichbar, sodass eine einfache Fernwartung dieser Anwendungen mit den hohen Datenraten, die 5G bietet, möglich wird. Die Managementplattform für VPN-Verbindungen, Sinema Remote Connect, ermöglicht es, komfortabel und sicher auf diese entfernten Anlagen oder Maschinen zuzugreifen – auch wenn diese in anderen Netzwerken eingebunden sind.
Hohe Bandbreiten auch am Rand von Funkzellen
In der Industrie gibt es neben dem Bedarf für lokale Drahtloskonnektivität eine immer stärker wachsende Nachfrage für Fernzugriffe auf entfernte Maschinen und Anlagen. Dabei erfolgt die Kommunikation üblicherweise über große Distanzen. Öffentliche Mobilfunknetze ermöglichen dabei einen Zugriff auf weit entfernte Teilnehmer, beispielsweise auch in anderen Ländern. Zudem können sich Servicetechniker von unterwegs über Mobilfunk mit den zu wartenden Maschinen Die öffentlichen 5G-Netze werden dabei zu einer wichtigen Säule für Fernzugriff und Fernwartungslösungen. So können beispielsweise in städtischen Bereichen mit kleinen Funkzellen und hohen Frequenzen den Nutzern sehr hohe Bandbreiten zur Verfügung gestellt werden. In ländlichen Gebieten müssen die Funkzellen eine größere Fläche abdecken, weshalb niedrigere Frequenzen verwendet werden. Speziell an den Rändern von Funkzellen ist zum Beispiel bei LTE oder UMTS, oft mit massiven Einbußen der Bandbreite und Stabilität der Kommunikationsverbindung zu rechnen. Obwohl genau in diesen abgelegenen Orten für die Fernwartung oder Videoübertragung von beispielsweise Wasserstationen stabile Breitbandübertragung benötigt wird. Mit den innovativen Funktechnologien von 5G wird an den Rändern der Funkzellen deutlich mehr Bandbreite mit höherer Zuverlässigkeit zur Verfügung gestellt und auch die durchschnittliche Datenrate für die Nutzer innerhalb einer Funkzelle steigt. Der neue Scalance MUM856-1 unterstützt auch 4G, sodass ein Betrieb auch bei Nichtvorhandensein eines 5G-Mobilfunknetzes funktioniert. Zudem unterstützt das Gerät auch die Einbindung in private lokale 5G-Campusnetze. Diesen Anwendungsfall testet Siemens im eigenen Automotive Testcenter in einem standalone 5G-Testnetzwerk, das auf Siemens-Komponenten basiert. Hier werden fahrerlose Transportsysteme mittels 5G angebunden, um heutige und zukünftige industrielle Anwendungen zu testen und den Einsatz der 5G-Technologie in der Industrie weiter voranzutreiben.
Wie TSN die Produktivität in der Fertigung steigern kann: 4 Beispiele
Das von Branchenführern vielfach als „Zukunft der industriellen Kommunikation" beschriebene Time-Sensitive Networking (TSN) steht für eine neue Ära von Datenaustausch und schafft die Voraussetzungen für Industrie 4.0-Anwendungen. Noch steckt TSN in den Anfängen, doch zukunftsorientierte Unternehmen beschleunigen die Entwicklungen und ermöglichen Applikationen, weil diese innovative Technologie ein enormes Potenzial für zahlreiche Branchen der Fertigungsindustrie bietet. John Browett, General Manager der CLPA Europe, erläutert, wie verschiedene Industriezweige mit TSN in der industriellen Kommunikation maximale Erfolge erzielen.
Automatisierungstechnik

1. Vereinfachter Maschinenaufbau und Leistungssteigerung in der Verarbeitungsindustrie
Ein wesentlicher Vorteil von TSN ist, dass sich alle Netzwerkgeräte mit hoher Präzision synchronisieren lassen, vor allem in Kombination mit der Gigabit-Bandbreite. So kann für zeitkritische Hochgeschwindigkeitsanwendungen wie z. B. Motion-Control-Anwendungen eine deterministische Kommunikation sichergestellt werden.
In der Verarbeitungsindustrie ermöglichen TSN-fähige Netzwerke beispielsweise die genaue Synchronisation einer größeren Anzahl von Maschinenachsen. Durch die zeitgleiche Steuerung vieler verschiedener Achsen über ein einziges Netzwerk lassen sich Produktqualität und Produktionsprozesse optimieren. Produktionsmaschinen können flexibler konstruiert werden, obwohl sie mechanisch weniger komplex ausgeführt werden. Das Resultat sind kürzere Umrüstzeiten und maximaler Produktertrag.
2. Transparenz und Rückverfolgbarkeit für die Lebensmittel- und Getränkeindustrie
Eine hochpräzise Zeitsynchronisation, wie sie die TSN-Technologie bietet, ist zudem unentbehrlich für Transparenz und Rückverfolgbarkeit. Sensible Branchen wie die Lebensmittel- und Getränkeindustrie müssen alle relevanten Prozessdaten protokollieren, überwachen und speichern, um einwandfreie Produktqualität zu gewährleisten, geltende Vorschriften einzuhalten sowie gute Herstellungspraxis zu garantieren. Diese Daten müssen mit einem exakten Zeitstempel versehen werden, der die Transparenz im Netzwerk und über die Produktionsprozesse hinweg gewährleistet. Lücken, in denen Mängel unerkannt entstehen könnten, werden geschlossen.
Vollständig synchronisierte TSN-Gerätenetzwerke unterstützen eine exakte Zeitstempelfunktion für zeitliche Analysen. So können Unternehmen des Lebensmittel- und Getränkesektors lückenlose Rückverfolgbarkeit in ihren Netzwerken gewährleisten und somit Qualität und Produktsicherheit garantieren.
3. Höhere Qualität in der Automobilindustrie
Die TSN-Technologie kann – insbesondere in Kombination mit der Gigabit-Bandbreite – Produktionsprozesse beschleunigen und dabei Determinismus gewährleisten. Interessant ist dies vor allem für Montagewerke in der Automobilindustrie:
Diese produzieren eine Vielzahl unterschiedlicher Modelle in zahllosen Ausstattungsvarianten. Hierfür müssen die entsprechenden Fertigungssysteme große Datenmengen verarbeiten, die während der Montage der einzelnen Fahrzeugteile in Echtzeit generiert werden. Nur so ist sicher zu stellen, dass die nahezu unendlichen Kombinationsmöglichkeiten die kurzen Zykluszeiten nicht ausbremsen und alle Teile nachvollziehbar im richtigen Moment am richtigen Modell montiert werden. TSN ermöglicht Automobilherstellern, Produktionslinien zu realisieren, die kurze Zykluszeiten gewährleisten, weil diese Technologie, neben exakter Synchronisierung, eine Priorisierung innerhalb des Datenaustauschs ermöglicht. Auf diese Weise werden zeitkritische Daten zuverlässig und bedarfsgerecht transportiert, während untergeordnete Daten problemlos im Netzwerk mit übertragen werden können. Folglich lassen sich durch TSN unterschiedliche Netzwerke hierarchisch zusammenführen und die Gesamtbetriebskosten senken. Das Resultat sind höhere Leistung, niedrigere Kosten, einfachere Wartung und letzten Endes qualitativ hochwertigere Fahrzeuge.
4. Größere Integration in der Halbleiterfertigung
Synchronisierung und Priorisierung ermöglichen darüber hinaus die Kombination unterschiedlicher Prozesssteuerungen in einem Netzwerk. So lassen sich unterschiedliche Arbeitsanweisungen und Abläufe über mehrere Produktionsmaschinen bzw. Bearbeitungsstationen hinweg effizient organisieren.
Gerade für die Halbleiterindustrie, die sich durch zahlreiche Verarbeitungsstufen mit unterschiedlichen Prozesssteuerungen, diskreten Steuerungen und Motion-Control-Anwendungen sowie Roboter- und IT-Integrationen auszeichnet, bietet TSN entscheidende Vorteile. In TSN-basierten Netzwerken lassen sich zeitkritische Daten für leistungsfähige, schnelle Motion-Control-Anwendungen ohne Weiteres mit weniger zeitrelevanten Informationen zusammen übertragen, beispielsweise mit Bildverarbeitungsdaten aus der Prozessüberwachung. Darüber hinaus ist es möglich, Hilfssysteme in die Prozesse und entsprechenden Netzwerke einzubinden.
Halbleiterherstellern bietet sich so die Chance ihre Prozessketten mit flexiblen Netzwerkarchitekturen zu optimieren.
Mehr als TSN
Schon für sich genommen bietet TSN viele Vorteile für Fertigungsunternehmen, doch erst durch das Zusammenspiel von offener Netzwerktechnologie mit einer hohen Bandbreite ergibt sich eine komplette Lösung. Nur so lassen sich die großen Datenmengen moderner Industrie 4.0-Anwendungen verarbeiten, um die Zuverlässigkeit, Produktivität und QS-Funktionen der Netzwerke weiter zu verbessern. Ein Industrienetzwerk, das alle drei Fähigkeiten mitbringt, ist CC-Link IE TSN der CLPA. Es ist die erste offene Ethernet-Technologie, die die Gigabit-Bandbreite mit wichtigen TSN-Funktionalitäten, Zeitsynchronisation und Datenfluss-Priorisierung kombiniert. Diese zukunftsweisende Netzwerktechnologie schafft in allen Sektoren die Voraussetzungen, um Prozesse weiter zu optimieren.
Synchron-Servoantriebe
Integrierte Regelelektronik mit zertifizierter STO-Funktion
Motoren & Antriebstechnik

Die HFI-Serie von ENGEL Elektroantriebe besteht aktuell aus Synchron-Servoantrieben in 4 Baugrößen mit den Flanschmaßen 47, 55, 65 und 75 mm sowie je zwei Systemlängen pro Baugröße. Insgesamt deckt die Baureihe Nennleistungen von bis zu 600 Watt mit einem höchsten Nenndrehmoment von 1,8 Nm ab. Für Beschleunigungsphasen ist kurzzeitig das doppelte Nenndrehmoment als Spitzenmoment abrufbar. Alle HFIs verfügen über eine integrierte Regelelektronik und punkten zudem mit einer Funktionsvielfalt, die Entwicklungsingenieuren und Konstrukteuren viel Freiraum bietet. Von Bedeutung ist hier vor allem ihre Kompatibilität zu zahlreichen CAN- und Ethernet-basierten Feldbus-Systemen wie etwa EtherCAT, PROFINET oder EtherNet/IP. Die Einbindung erfolgt über ein optional von ENGEL Elektroantriebe verbautes Feldbus-Modul.
Zertifizierte Sicherheit
Eine wesentliche Funktionserweiterung der HFIs ist die zertifizierte Sicherheitsfunktion STO. Diese optional verfügbare Sicherheitselektronik verfügt über zwei redundante Kanäle, erfüllt den Safety Integrity Level SIL-3 gemäß der EN 61508 sowie der EN 62061 und erreicht den Performance-Level [e] Kat 3 nach EN ISO 13849-1. Da die Eingänge der STO zudem tolerant sind gegen Prüfpulse von OSSD-Ausgängen, lassen sich Sicherheitseinrichtungen mit entsprechenden Diagnosefunktionen direkt – also ohne die Verwendung herkömmlicher elektromechanischer Sicherheitsschaltgeräte – anschließen und betreiben. Ein potentialfreier Statusausgang meldet den Zustand der Sicherheitsfunktion und erlaubt die zyklische Funktionsprüfung der beiden Eingangskanäle.
Komplett mit Getriebe und Bremse
Die im eleganten Motorlike-Design gestalteten bürstenlosen Drehstrom-Synchronantriebe der Baureihe HFI sind ausgelegt für den Betrieb an 24V und 48V. Auf Wunsch stattet sie ENGEL Elektroantriebe auch mit passenden Planetengetrieben und Haltebremsen aus. Da sich das Unternehmen bei der konkreten Ausführung der Antriebe zudem stets an den individuellen Vorstellungen der Anwender orientiert, bestehen darüber hinaus zahlreiche Möglichkeiten der spezifischen Modifikation sowie der Realisierung von Sonderlösungen. Grundsätzlich sorgt die integrierte Elektronik der HFIs für mehr Freiraum im Schaltschrank.
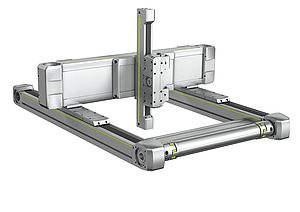
Flexibles Dreiachs-System
Individuell konfigurierbar aus Standardkomponenten
Motoren & Antriebstechnik

Standardisierung und Individualität sind Eigenschaften, die sich normalerweise nicht miteinander verbinden lassen. HIWIN gelingt es bei seinem neuen Dreiachs-Systemen HS3 trotzdem, die Vorteile der beiden unterschiedlichen Richtungen zu kombinieren.
Konfigurator für Baugrößen und Zubehöroptionen
Die Basis dieser Dreiachs-Systeme bildet eine HIWIN-Doppelachse HD in X-Richtung. Sie garantiert eine ebenso schnelle wie genaue Positionierung. In der Y-Achse ist ein Lineartisch der Serie HT-B verbaut. Dank der integrierten Doppelführung kann er hohe Momente aufnehmen und ist besonders biegesteif. Für dynamische Bewegungen in Z-Richtung sorgt die Auslegerachse HC mit Omega-Zahnriemenantrieb und besonders leichtem, aber dennoch steifem Ausleger. Als HIWIN-Standardprodukt wird das HS3 einbaufertig montiert und ist schnell lieferbar. Das komplette System kann über den Webshop individuell konfiguriert und bestellt werden. Einfach die gewünschte Baugröße festlegen, den Hub für alle drei Bewegungsrichtungen millimetergenau eingeben und aus zahlreichen Optionen, wie z. B. Endschaltern, Energieketten und Antriebsadaptionen das Passende auswählen. Das Dreiachs-System steht direkt nach der Konfiguration in allen gängigen CAD-Formaten zum Download zur Verfügung.
Programmierbarer Servo Drive
Intelligente Stand-alone-Lösung auf auf Basis von CODESYS V3
Motoren & Antriebstechnik

Parker Hannifin hat seine Parker Servo Drive (PSD) Serie um einen voll programmierbaren Antrieb erweitert. Dadurch wird ein noch breiteres Anwendungsspektrum möglich. Der intelligente PSD ist ein Stand-alone-Servoantrieb, der nach IEC 61131-3 vollständig programmierbar ist. Seine Runtime basiert auf dem weit verbreiteten CODESYS V3. Er ist mit einem kompletten Satz an PLCopen-Funktionsbausteinen ausgestattet, die eine schnelle und effektive Erstellung von Motion-Funktionen ermöglichen. Für die einfache Anbindung an übergeordnete SPS und Antriebe sind mit Profidrive und CANopen DS402 zwei standardisierte Feldbusse implementiert.
Vielseitige Programmieroptionen
Das Gerät unterstützt alle Programmiersprachen nach IEC 61131 wie beispielsweise strukturierter Text, Anweisungslisten, Kontaktplan, Funktionsplan, SFC und CFC (Sequential und Continuous Function Chart). Ein intelligentes Konfigurationstool erleichtert die Einrichtung und Inbetriebnahme des Antriebs. Motoren von Parker Hannifin werden durch ein elektronisches Typenschild automatisch erkannt. Als intelligente Steuerung ist der PSD Triple in der Lage, drei Servoachsen in einem IEC-Projekt zu steuern. Insgesamt stehen zwölf digitale Ein- und sechs digitale Ausgänge zur Verfügung. Es können bis zu vier Tasks gleichzeitig genutzt werden – einschließlich einer, die mit einer Geschwindigkeit von lediglich 500 Mikrosekunden agiert.
Servomotoren für hohe externe Lasten
Verschiedene Baugrößen mit Spitzenmomenten bis zu 120 Nm
Motoren & Antriebstechnik

SEW-EURODRIVE ergänzt den Automatisierungsbaukasten MOVI-C® um Servomotoren für hohe externe Lasten. Die Baureihe CM3C.. umfasst jetzt die Baugrößen 63, 71, 80 und 100. Die Motoren haben Stillstandsmomente von 2,7 bis 40 Nm und Spitzenmomente von 8 bis 120 Nm. Diese kompakte Servomotoren-Baureihe mit erhöhter Massenträgheit wird in Maschinen und Applikationen eingesetzt, bei denen aus regelungstechnischen Gründen ein geringes Verhältnis von Lastträgheit zur Motorträgheit gewünscht ist. Dazu sind zahlreiche Optionen verfügbar, z. B. Bremsen sowie umfangreiche Anschlusstechnik zur Anpassung an die jeweiligen Verhältnisse der Kundenapplikation.
Verschiedene Bremsenoptionen
Die Baureihe gibt es optional auch mit der innovativen Einkabeltechnik MOVILINK® DDI. Damit ist eine weitgehende digitale Integration möglich. So wird beim Anschluss der Motoren an Umrichter von SEW-EURODRIVE automatisch eine Auto-Inbetriebnahme durchgeführt. Die Gebersignale werden digital übertragen; auch die Bremsenansteuerung erfolgt digital. Damit die Kunden größtmögliche Flexibilität in ihrer Anlage haben, wird die Motorenbaureihe CM3C.. künftig neben den SEW-Standardgebersystemen auch mit DRIVE-CliQ-, EnDat-2.2- und HIPERFACE DSL®-Gebern angeboten.
Ein wichtiges Alleinstellungsmerkmal ist die Verfügbarkeit von zwei Bremsenausführungen. Neben der servotypischen 24-V-Haltebremse gibt es zusätzlich eine Bremse mit erhöhtem Arbeitsvermögen für Anwendungsfälle, bei denen Betriebsbremsungen oder Not-Halt-Bremsungen beherrscht werden müssen. Dazu ist in Verbindung mit der Einkabeltechnik ein neuer Bremsgleichrichter für den AC-Anschluss der Bremse in Vorbereitung. Dieser arbeitet stromgeregelt und beherrscht einen weiten Bereich von Eingangsspannungen von 100 bis 500 V. Zusätzlich bietet er als intelligenter Bremsgleichrichter erweiterte Diagnosemöglichkeiten für den Schaltzustand der Bremse und Verschleißüberwachung. Typische Einsatzbereiche der Servomotorenbaureihe CM3C.. sind die Maschinenautomatisierung, Handlingportale sowie Fahrwerksantriebe.
Multi-Achs-Controller für hochdynamische Positionieraufgaben
Für Umsetzung hoher kundenspezifischer Anforderungen mit und ohne übergeordneter Steuerung
Motoren & Antriebstechnik

Der neue MiniMACS6-AMP-4/50/10 von maxon ist ein Multi-Achs-Controller, der bis zu sechs DC- oder vier BLDC-Motoren hochdynamisch und präzise ansteuern kann (bis 540 W Dauerleistung und 1,6 kW Spitzenleistung). Der Controller stellt eine wirtschaftliche und kompakte Lösung dar für Systemdesigner, die autarke Roboter oder Shuttle-Systeme entwickeln. Er kommt dort zum Einsatz, wo SPS-Lösungen zu teuer sind oder die kundenspezifischen Anforderungen nicht erfüllen.
Umfassende Programmierbarkeit
Ein wesentlicher Vorteil der neuen Mehrachslösung ist die Programmierbarkeit mit der umfassenden Automatisierungssoftware ApossIDE und der lizenzfreien Motion Control-Library (C-Sprache). Integrierte Bus-Schnittstellen erlauben den effizienten Datenaustausch mit übergeordneten Steuerungen. Komplette Prozessabläufe können aber auch ganz autark ohne SPS oder PC ausgeführt werden. Erhältlich ist die MiniMACS6-AMP-4/50/10 ab Anfang 2021.
Langfristig Betriebskosten sparen durch optimale Messergebnisse und frühzeitige Fehlererkennung
Das weltweit einzigartige Messystem für Schleifmaschinen bewährt sich im Praxiseinsatz bei Schaeffler Aerospace
Messtechnik

Im Frühjahr präsentierte BMR mit MotorView ein Messsystem für Schleifmaschinen, das die Leistung und Belastung der Motoren autark und komplett unabhängig von Umrichter- oder Spindeltyp erfasst und auf einem externen Display grafisch anzeigt. In den vergangenen Wochen hat es sich bei Schaeffler Aerospace im Praxiseinsatz bewährt. In den Schleifmaschinen in der Produktion in Schweinfurt werden mit einem Profilwerkzeug Laufbahnen in Lagerringe geschliffen. Auf Grund der erforderlichen hohen Präzision muss das CBN-Schleifwerkzeug relativ häufig im Profil abgerichtet werden.
Schnelle Fehlerdetektion und optimale Messergebnisse
Der Praxiseinsatz des Systems erfolgte in zwei Schritten. Als erstes gelang es, ein länger bestehendes Fehlverhalten in der Schleifmaschine zu detektieren. Dabei reduzierte der antreibende Umrichter während des Abrichtvorgangs regelmäßig die Spindelspannung, ohne eine Fehlermeldung auszugeben. Das führte dazu, dass das Abrichtergebnis nicht zufriedenstellend war und die Lager der Abrichtspindel über deren Belastungsgrenze beansprucht wurden. Bei der Spindel mussten deshalb regelmäßig teure Revisionen vorgenommen werden.
„Wir sind froh, dass wir so schnell eine Erklärung für diese Fehl-Funktion gefunden haben“, sagte der Projektleiter von Schaeffler Aerospace, Bernd Römmelt. „Unser Ziel war es, die Kosten durch unnötig hohen Materialabtrag langfristig zu senken und das ermöglicht der Einsatz von MotorView“ so Bernd Römmelt weiter.
Auch alle Versuche unter realen Produktionsbedingungen führten zu überdurchschnittlichen Ergebnissen bei der Überwachung des Abrichtvorgangs. Beispielsweise wurde eine Schleifformrolle auf 2 µm im Durchmesser in Form gebracht, wofür eine hochgenaue Analyse und Kontrolle der Oberfläche erforderlich sind.
Kostenersparnis auf vielen Gebieten
„Mit allen Systemen unserer DressView-Familie, mit der wir vor fünf Jahren begonnen haben, lassen sich auch ältere Schleifmaschinen bei Einsatz von Standardspindeln ausrüsten“, erklärt BMR-Entwicklungsingenieur Dipl.-Ing. Frank Buchholz. „Kostspielige Spindeln mit sogenannten ‚Acoustic Emmission‘-Sensoren sind nicht notwendig“, so Frank Buchholz weiter.
Fazit: Durch die Erhöhung der Standzeit des Schleifkörpers, die Senkung von Maschinen-Stillstandzeiten sowie gleichzeitiges Vorbeugen von Werkzeugschäden amortisiert sich die Investition in MotorView rasch. Entsprechend haben sich die Verantwortlichen von Schaeffler Aerospace für eine dauerhafte Installation des Systems entschlossen.
Magnetostriktive Positionssensoren mit IO-Link
Hohe Messgenauigkeit und Resistenz gegen Vibration und EMV-Störung
Sensorik

Mit den berührungslosen, magnetostriktiven Wegaufnehmern der Serie WPL bietet GEFRAN Hochleistungssensoren, die mit den meisten industriellen Feldbussen kompatibel sind und eine verbesserte digitale Konnektivität besitzen. Die neuen Sensoren können deutlich mehr, als einfache analoge Messsignale zu senden. Sie erfassen eine große Vielzahl von Prozessdaten und übertragen diese schnell und sicher im digitalen Modus an die Steuerung. Für Anwender der neuen Hyperwave WPL-Sensoren bedeutet die genaue Interpretation einer größeren Informationsmenge konkrete Vorteile bei der vorbeugenden Wartung des Sensors und der Maschine und damit eine Effizienzsteigerung für den gesamten Prozesses. Überdies ist der Datenaustausch besonders schnell, da der IO-Link-Master die Parameter neu konfiguriert und so an den Sensor anpasst. Standardisierte IO-Link-Verbindungskabel garantieren zudem eine vereinfachte Installation.
Hohe Signalsicherheit und Messstabilität
Die magnetostriktiven WPL-Sensoren sind nach Herstellerinformation derzeit die einzigen Wegaufnehmer auf dem Markt, die zyklische Daten über Cursor-Position und Bewegungsgeschwindigkeit liefern können. Sie sind in einer Version mit zwei SSC-Ausgängen (Switching Signal Channel) zum Einstellen von Steuer- oder Alarmgrenzwerten erhältlich. Überdies erfassen die Sensoren auch azyklische Informationen wie beispielsweise gefahrene Kilometer, Bewegungszeit, Höchstgeschwindigkeit und -beschleunigung, mit deren Hilfe der Betriebszustand der Maschine und des Sensors bewertet werden können. Anwendern erleichtert dies die Instandhaltung und die Identifikation von Fehlerursachen im Reparaturfall. Die neuen cULus-zertifizierten WPL-Sensoren mit IO-Link-Ausgang teilen mit dem Rest der Produktpalette die Vorteile der magnetostriktiven Hyperwave-Technologie: Selbst bei typischen Feldstörungen wie Schock, Vibration, EMV-Störungen und thermischer Drift besitzen sie eine 15-mal höhere Signalverstärkung als herkömmliche Modelle, eine Auflösung von unter 0,5 µm (nur für SSI-Version) und eine hohe Messstabilität.

Die Einbindung von Sensoren in das Internet of Things (IoT) ist für zahlreiche Anwendungen beispielsweise bei der Überwachung von Anlagen von großer Bedeutung. Der io-key von ifm ist eine einfache und schnelle Möglichkeit, um Sensordaten direkt in die Cloud zu übertragen, auch wenn keine Steuerung und keine Anbindung an ein Netzwerk vorhanden sind. Bis zu zwei Sensoren können über IO-Link an das kompakte Gerät angeschlossen werden; Die Messwerte werden anschließend direkt über das Mobilfunknetz in die Cloud hochgeladen und dort gespeichert. Alles was dazu neben dem io-key benötigt wird, sind eine Spannungsversorgung und eine ausreichende GSM-Netzabdeckung.
Berichte und Grenzwerte generieren
Die in die Cloud übertragenen Daten kann der Benutzer über ein webbasiertes Dashboard visualisieren und analysieren. Mit wenigen Mausklicks lassen sich dort verschiedene Konfigurationen vornehmen. So können beispielsweise bei Über- oder Unterschreiten von Grenzwerten automatisiert Benachrichtigungen per E-Mail oder SMS versendet werden. Auch eine zusammenfassende Darstellung der Messwerte in Form von Berichten lässt sich generieren. Diese können im Anschluss einfach exportiert werden. Immer dann, wenn die Messwerte der Sensoren nicht in Echtzeit benötigt werden und eine direkte Anbindung aufwändig wäre, ist die Übertragung in die Cloud mit dem io-key die optimale Lösung. So lassen sich auch abgelegene Anlagenteile überwachen. Typische Anwendungen umfassen die Tanküberwachung mit Füllstandsensoren vom Typ KQ10, die Lüfterüberwachung mit Schwingungsdiagnose-Sensoren vom Typ VVB oder die Überwachung von Ventilen mit dem MVQ-Ventilsensor.
Video-Pyrometer mit USB-Schnittstelle
Einfach ausrichten, fokussieren und einstellen für Messungen bis 600 °C
Messtechnik

Temperaturmessungen mit Pyrometern haben den enormen Vorteil, dass kein Kontakt zum Messobjekt notwendig ist. Gleichzeitig ergibt sich dadurch aber auch eine Herausforderung: Ein Pyrometer muss perfekt auf das Messobjekt ausgerichtet sein, gegebenenfalls muss die Optik fokussiert werden. Mit dem neuen Video-Pyrometer CSvideo 3M von Optris lässt sich diese Herausforderung optimal meistern. Das Pyrometer verfügt neben einem kreuzförmigen Visierlaser über eine integrierte Videokamera. Damit lässt sich das Messfeld sehr genau anvisieren, auch wenn sich das Messobjekt in einem nur schwer zugänglichen Bereich befindet.
Einstellung am PC oder auf dem Mobiltelefon
Das CSvideo 3M wird über ein Adapterkabel an eine USB-Schnittstelle am Laptop oder PC angeschlossen. Die darauf installierte Software Compact Connect stellt neben dem Temperatur-Zeit-Diagramm das Videobild der integrierten Kamera dar. Mit dem Drehknopf an der Rückseite lässt sich die Optik dann sehr einfach fokussieren und optimal auf das Messobjekt ausrichten. In der Software können auch alle weiteren Einstellungen vorgenommen werden. So kann beispielsweise der Emissionskoeffizient angepasst und das Ausgangssignal skaliert werden. Die Software stellt die aktuellen Messwerte grafisch dar und speichert diese zur Dokumentation bzw. nachträglichen Analyse ab.
Das Pyrometer kann alternativ auch über ein Android-Mobiltelefon konfiguriert werden. Dazu muss nur die kostenfreie IRmobile App installiert werden, die über einen ähnlichen Funktionsumfang wie die Windows-Software verfügt. Über den benötigten IR App Connector – ein Verbindungskabel zwischen Pyrometer und Smartphone – werden nicht nur die Daten übertragen, auch die Stromversorgung des Pyrometers übernimmt dann das Mobiltelefon.
Messungen von Metalloberflächen ab 50 °C
Das CSvideo 3M eignet sich optimal zur Messung an Metallen oder Komposit- Materialien auch bei niedrigen Temperaturen. Es sind zwei Varianten mit Messbereichen von 50 bis 400 °C oder 100 bis 600 °C erhältlich. Neben einem Analogausgang ist auch ein Alarmausgang vorhanden, dessen Funktion komfortabel über die Software eingestellt werden kann. Eine eingebaute Trigger Funktion ermöglicht die Aufnahme von zeit- oder temperaturabhängigen Schnappschüssen, mit denen sich verschiedene Aufgaben der Dokumentation oder Qualitätssicherung realisieren lassen.
Ultraschallsensor für PL-d-Anwendungen
Zertifizierter Sicherheitssensor für die Objekterfassung bis 2,5 m
Sensorik, Sicherheit & Industrieversorgung

Pepperl+Fuchs erweitert sein Portfolio für die Fabrikautomation und übernimmt den Safety-Ultraschallsensor „USi®“ der Mayser GmbH & Co. KG, einem renommierten Anbieter von Produkten und Systemlösungen, unter anderem im Bereich der Sicherheitstechnik. Durch die Akquisition dieses weltweit einzigen Ultraschallsensors mit Sicherheitszertifizierung nach EN ISO 13849 Kategorie 3 PL d baut Pepperl+Fuchs seine Position in den Bereichen Ultraschallsensorik und Safety-Anwendungen weiter aus.
Unabhängige Erfassung mit 2 Kanälen
Der als 2-kanaliger Ultraschallsensor ausgelegte USi® verfügt über 2 Wandler, die an eine Auswerteeinheit angeschlossen sind. Auf jedem der beiden voneinander unabhängigen Kanäle sind über eine elliptische Schallkeule Objekterfassungen im Bereich von bis zu 2500 mm möglich. Zur Signalausgabe stehen 2 sichere OSSD-Ausgänge zur Verfügung. Mit dem Verkaufsstart im ersten Quartal 2021 reiht sich der USi® in Pepperl+Fuchs' bestehendes Safety-Portfolio ein. „Der USi® ist eine perfekte Ergänzung unseres breiten Portfolios an Ultraschallsensoren und erweitert gleichzeitig unser Angebot in den strategischen Zielbranchen Intralogistik und Mobile Maschinen um eine intelligente und hochzuverlässige Safety-Applikationslösung“, kommentiert Reiner Müller, Geschäftsbereichsleiter Fabrikautomation bei Pepperl+Fuchs.
Einstieg in die Schall- und Schwingungsanalyse
Paket aus Messdatenanalyse-Software, USB-Messverstärker und Mikrofonen oder Schwingungssensoren
Messtechnik

Die imc WAVE Starterpakete bieten dem Anwender einen preiswerten Einstieg in die Schall- und Schwingungsanalyse. Sie enthalten mit imc WAVE eine leistungsfähige Software zur Datenanalyse inklusive einer günstigen USB-Hardware zur Datenerfassung. Das Starterpaket „Noise“ enthält zusätzlich ein oder zwei IEPE-Messmikrofone, das Paket „Vibration“ einen oder zwei IEPE-Beschleunigungsaufnehmer.
Korrelierende Messgrößen erfassen
Die WAVE Software verfügt über zahlreiche fertige Funktionen zur Auswertung von Schallpegeln und Schallleistungspegeln sowie für die Schwingungsanalyse an Maschinen. Die Starterpakete sind damit ideal für die Erfassung und Analyse von ein- bis zweikanaligen Anwendungen geeignet. Für mehrkanalige Messungen kann imc WAVE mit den imc Messsystemen verbunden werden.
Die umfangreichen Funktionen von imc WAVE – der „Workstation for Acoustic & Vibration Engineering – sind für Messungen nach Norm als auch für Untersuchungen im Entwicklungsumfeld geeignet. In Verbindung mit den imc Messsystemen ermöglicht imc WAVE einen ganzheitlichen Ansatz in der Datenverarbeitung. Durch das Erfassen und Auswerten von korrelierenden Messgrößen lassen sich die Ursachen und Abhängigkeiten der Akustikparameter von Betriebszuständen ermitteln. So kann neben Schall- und Schwingung auch Temperatur, DMS oder GPS erfassen und Informationen aus Fahrzeug- und Maschinenbussen wie CAN, CAN FD, XCPoE, etc. direkt erfasst und integriert werden. imc WAVE lässt sich darüber hinaus mit der Software imc FAMOS erweitern, so dass Anwender eigene Analysen, Auswertungen und Reports ausführen können.

Kübler präsentiert seine neue Generation Industrial Ethernet Drehgeber, die sich technisch wie auch mechanisch von bestehenden Feldbus-Drehgebern unterscheiden. Dank der neuen technischen Plattform beispielsweise sind die neuen Sendix F58 PROFINET IO Drehgeber auch in PROFIdrive-Netzwerk einfach einzubinden. Mit der neuen Generation wird auch die bekannte Feldbushaube durch das neue Design abgelöst. Das spart zusätzlich Bautiefe, was sich bei der Integration in Anlagen / Maschinen positiv bemerkbar macht. Die Baugröße von 58 mm des Drehgebers bleibt aber weiterhin unberührt.
Die neuen Sendix F58 Drehgeber werden aufgrund PROFINET IO, RT und IRT verschiedenen Performance-Anforderungen gerecht und sind deshalb einfach zu integrieren. Die neuen Sendix F58 sind 4x schneller als die alte Generation Industrial Ethernet Drehgeber, welches sich bei einer Zykluszeit von 250 μs bemerkbar macht und so hohen Echtzeitanforderungen gerecht wird. Die Sendix F58 Drehgeber PROFINET unterstützen taktsynchrone Zykluszeiten von einem SendCycle bis zu 31,25 μs und einem Jitter < 1 μs und sind somit die ideale Lösung für schnelle Anwendungen wie beispielsweise bei Achssynchronisierung. Mit dem PROFIdrive Profil ist die Interoperabilität zwischen verschiedensten Steuerungs- und Antriebsherstellern möglich. Die hohe Schutzart IP67 sorgt für einen zuverlässigen Einsatz, ganz gleich ob in der Fabrikautomation oder in der Antriebstechnik.
Die neue Generation Industrial Ethernet Drehgeber bringt einige Vorteile mit sich wie beispielsweise einen integrierten Webserver. Der Anwender kann ohne zusätzliche Software direkt auf den Drehgeber zugreifen und entsprechend mit der Parametrierung starten. Auch bei einem bereits installierten Sendix F58 Drehgeber entstehen Vorteile für den Anwender. Die Drehgeber sind und bleiben zukunftssicher. Denn, ein Firmware-Update ist in der Anlage über den eigens integrierten Webserver des Drehgeber einfach einzuspielen. Über einen parallelen Zugriff kann auch eine vertikale Kommunikation von der Leitebene bis hin zur Sensorebene entstehen, welche eine ortsunabhängige Parametrierung, Ferndiagnose sowie einen prioritätsunterstützten Prozessdatenaustausch ermöglicht. Selbst Wartungseingriffe sind zeitsparend realisierbar.
Technik im Detail
Die Sendix F58 PROFINET Drehgeber basieren auf dem neuesten Encoderprofil (V 4.2) und unterstützen somit alle Profinet Eigenschaften. Entwickelt nach den Anforderungen an Enhanced Motion Control, erfüllt die neue Generation die Conformance Class C – Encoder Class 4. Die Funktionen Identification & Maintenance basieren auf Version 1.16. Unterstützt wird IM-Block 0. Zudem ist das Media Redundancy Protokoll (MRP) implementiert. Das ProfiDrive Protokoll erfüllt die Anforderungen der Application Class 6 und beinhaltet die Funktionalitäten von Fault Buffer und Position Feedback Interface. Nachbarschaftserkennung ist via LLDP möglich. Shared Devices ermöglicht den Zugriff mehrerer PLC auf den Drehgeber. Das Fast Startup von Kübler sorgt für eine bis zu 3x schnellere Verfügbarkeit nach einem Anlagenhochlauf.
TIMGlobal Media BV
Ruhrallee 185 - 45136 Essen - Deutschland
o.erenberk@tim-europe.com - www.ien-dach.de
- Redakteur:Kay Petermann k.petermann@tim-europe.com
- Associate Publisher:Marco Marangoni m.marangoni@tim-europe.com
- Marketingleiter:Marco Prinari m.prinari@tim-europe.com
- Web/Newsletter:Marco Prinari m.prinari@tim-europe.com
- Geschäftsführer:Orhan Erenberk o.erenberk@tim-europe.com
Verlagsrepräsentanten
Tel: +32-(0)11-224397
Fax: +32-(0)11-224397
Tel: +41 41 850 44 24
Tel: +44 (0)79 70 61 29 95
Tel: +49-(0)9771-1779007
Tel: +33 1 842 00 300
Italy, Slovenia
Tel: +39-02-7030 0088
Tel: +90 (0) 212 366 02 76
Tel: +1 616 682 4790
Fax: +1 616 682 4791
Incom Co. Ltd
Tel: +81-(0)3-3260-7871
Fax: +81-(0)3-3260-7833
Tel: +39(0)2-7030631