WebMag September 2022Ausgabe #89 - 12/09/2022
Energieeffiziente Antriebstechnik | MOTEK Vorschau | Montage- und Handhabungstechnik
Direktzugriff
Neues aus der Industrie I: Bosch Rexroth & Elmo Motion | IO-Link Steering Committee3 Neues aus der Industrie II: U.I. Lapp | ODU | S-Tec Eröffnung4 Neues aus der Industrie III: 40. Motek-Jubiläum | Wechsel im Ausstellerbeirats der sps5 Neues aus der Industrie IV: Magnete wiederverwerten | Geburtstag Mayr Antriebstechnik |6 Motek (Anzeige)7 Neue Produkte und Lösungen I8 Neue Produkte und Lösungen II9 Neue Produkte und Lösungen III10 Neue Produkte und Lösungen IV11 Neue Produkte und Lösungen V12 Condition Monitoring mit akustischer Kamera: Mehr Sicherheit bei geringerem Verbrauch13 Energieeffiziente Antriebstechnik: Intelligente Wartung mit Servosystemen14 Energieeffiziente Antriebstechnik: Dunkermotoren | Portescap15 Energieeffiziente Antriebstechnik: Findling Wälzlager | Oriental Motors16 Energieeffiziente Antriebstechnik: Weniger Varianten für mehr Effizienz17 Motek Vorschau: Softwaretools für eine erfolgreiche Montage mit Robotern18 Motek Vorschau: Chancen für eine optimierte Montage19 Motek Vorschau Rollon | Neugart | ACE20 Motek Vorschau: Prozessoptimierung schnell und einfach21 Motek Vorschau: Universal Robots | J.Schmalz | igus22 Motek Vorschau: Pilz | Cognex23 Motek Vorschau: Bosch Rexroth | RAFI24 Index25 Verlagskontakte26Firmen in dieser Ausgabe
ACE Stoßdämpfer GmbH20 Findling Wälzlager GmbH16 Getriebebau NORD GmbH & Co. KG17 Hans Turck GmbH & Co. KG11 igus GmbH22 Micro-Epsilon Messtechnik GmbH & Co.KG9 RK Rose + Krieger GmbH19 Werma Signaltechnik GmbH & Co. KG21 YAMAICHI ELECTRONICS Deutschland GmbH12ACE Stoßdämpfer GmbH20 BOGEN Magnetics GmbH10 Bosch Rexroth AG24 COGNEX Germany Inc23 Dunkermotoren GmbH15 Findling Wälzlager GmbH16 Fluke Europe B.V.13 Friedrich Lütze GmbH12 Getriebebau NORD GmbH & Co. KG17 Hans Turck GmbH & Co. KG11 igus GmbH22

















#2
#3 Neues aus der Industrie I: Bosch Rexroth & Elmo Motion | IO-Link Steering Committee
#4 Neues aus der Industrie II: U.I. Lapp | ODU | S-Tec Eröffnung
#5 Neues aus der Industrie III: 40. Motek-Jubiläum | Wechsel im Ausstellerbeirats der sps
#6 Neues aus der Industrie IV: Magnete wiederverwerten | Geburtstag Mayr Antriebstechnik |
#7 Motek (Anzeige)
#8 Neue Produkte und Lösungen I
#9 Neue Produkte und Lösungen II
#10 Neue Produkte und Lösungen III
#11 Neue Produkte und Lösungen IV
#12 Neue Produkte und Lösungen V
#13 Condition Monitoring mit akustischer Kamera: Mehr Sicherheit bei geringerem Verbrauch
#14 Energieeffiziente Antriebstechnik: Intelligente Wartung mit Servosystemen
#15 Energieeffiziente Antriebstechnik: Dunkermotoren | Portescap
#16 Energieeffiziente Antriebstechnik: Findling Wälzlager | Oriental Motors
#17 Energieeffiziente Antriebstechnik: Weniger Varianten für mehr Effizienz
#18 Motek Vorschau: Softwaretools für eine erfolgreiche Montage mit Robotern
#19 Motek Vorschau: Chancen für eine optimierte Montage
#20 Motek Vorschau Rollon | Neugart | ACE
#21 Motek Vorschau: Prozessoptimierung schnell und einfach
#22 Motek Vorschau: Universal Robots | J.Schmalz | igus
#23 Motek Vorschau: Pilz | Cognex
#24 Motek Vorschau: Bosch Rexroth | RAFI
#25 Index
#26 Verlagskontakte
Bosch Rexroth übernimmt Elmo Motion Control und stärkt seine Aktivitäten in der Fabrikautomation
Vereinbarung zur Übernahme des Motion-Control-Spezialisten Elmo Motion Control Ltd. mit Sitz in Petach-Tikva, Israel. Elmo entwickelt und produziert elektrische High-End-Servoantriebe und Antriebssteuerungen für die industrielle Automation.

Das Unternehmen hat rund 330 Mitarbeitende. Die leistungsstarken, extrem platzsparenden und präzisen Antriebe ergänzen das Produktportfolio von Bosch Rexroth rund um die Automatisierungsplattform ctrlX AUTOMATION. Bosch und Elmo haben am 4. September 2022 eine entsprechende Vereinbarung unterzeichnet. Über die Höhe des Kaufpreises wurde Stillschweigen vereinbart. Die Transaktion steht unter dem Vorbehalt kartellrechtlicher Genehmigungen.
„Fabrikautomation ist ein klares Schwerpunkthema bei Bosch Rexroth. Wir stärken unser Portfolio, sowohl organisch durch die Entwicklung innovativer Produkte wie ctrlX AUTOMATION, als auch durch passende Akquisitionen wie Elmo“, sagt Thomas Fechner, Leiter des Produktbereichs Automation and Electrification Solutions bei Bosch Rexroth.
Die Akquisition wird die Innovationskraft und Dynamik von Elmo mit dem Know-how von Bosch Rexroth in der Fabrikautomation kombinieren. Bosch beabsichtigt, Elmos Fähigkeit auszubauen, die fortschrittlichsten Antriebs- und Servosteuerungen zu entwickeln und zu fertigen. Elmo soll als israelisches Unternehmen mit lokalem Management und mit der derzeitigen Belegschaft fortbestehen.
Kompakt, robust und intelligent
Die Antriebe von Elmo ergänzen das Portfolio von Bosch Rexroth auf ideale Weise. „Mit der Technologie von Elmo ist es möglich, Antriebe von der Größe eines Smartphones beispielsweise in Roboter oder autonome Transportfahrzeuge zu integrieren“, sagt Fechner. „Elmo-Technologien erschließen damit neue Anwendungsfelder, die besondere technische Herausforderungen mit sich bringen, wie zum Beispiel autonome Transportfahrzeuge, Service-Robotik oder die dezentrale Anordnung von Antrieben in Maschinen. Hier spielen die Produkte von Elmo ihre Stärken aus, vor allem durch ihre Bewegungsperformance, Kompaktheit, Energieeffizienz und Präzision bei hoher Dynamik.“
Haim Monhait, Gründer und Inhaber von Elmo Motion Control, sagt: „Ich freue mich sehr, dass das Elmo-Team, unsere Technologie und unsere Kunden nun einen klaren und sehr vielversprechenden Weg in die Zukunft haben. Elmo schließt sich Bosch Rexroth nicht nur an, weil sich unsere Produkte gut ergänzen – sondern auch, weil das Unternehmen einen kundenorientierten Ansatz in der Fabrikautomation mit überzeugenden Wachstumsambitionen verfolgt. Elmo wird weiterhin innovative, intelligente und führende Motion Control-Lösungen entwickeln, um die Leistung von Maschinen zum Nutzen unserer Kunden zu verbessern.“
Elmo Motion Control ist spezialisiert auf technologisch anspruchsvolle und gleichzeitig kompakte Servoantriebe und Antriebssteuerungen. Diese elektrischen Servoantriebe und Antriebssteuerungen sind äußerst intelligent gebaut und gewährleisten eine vollständig zertifizierte funktionale Sicherheit. Die Produkte eignen sich besonders gut für die Bereiche Halbleiter, Elektronikfertigung, Elektroindustrie, Robotik, Medizintechnik, fahrerlose Transportsysteme (FTS), automatische Lagerhaltung sowie die Verpackungs- und Lebensmittelindustrie. Gegründet wurde Elmo 1988 als privates Unternehmen mit Sitz in Petach Tikva, in der Nähe von Tel Aviv, Israel. Neben dem Hauptstandort hat das Unternehmen auch einen Fertigungsstandort in Polen.
IO-Link Steering Committee wird von Baumer verstärkt
Lasse-Pekka Thiem, Senior Product Manager Connectivity & Control, wird den Schweizer Sensorspezialisten im Komitee vertreten.

Baumer treibt die Weiterentwicklung von IO-Link nun auch als aktives Mitglied des IO-Link Steering Committee voran. Im Schulterschluss mit weiteren Sensor- und Automationsunternehmen will Baumer die weitere Optimierung des zukunftsweisenden Kommunikationssystems engagiert unterstützen. Das Steering Committee steuert die Technologie-Entwicklung von IO-Link und besteht neben den gewählten Mitgliedern aus dem Steering Committee-Leiter und den Arbeitskreisleitern Qualität, Technologie, Marketing, Profile und Integration. Im Steering Committee sind nun 18 Firmen vertreten, die an der IO-Link Weiterentwicklung maßgeblich beteiligt sind. Für Baumer ist Lasse-Pekka Thiem, Senior Product Manager Connectivity & Control, in dem Steering Committee aktiv. Er sieht die stetige Weiterentwicklung der IO-Link Technologie als wichtige Aufgabe, um die digitalisierte Produktion auf die nächste Stufe zu heben. „Auf dem Weg zur smarten Fabrik gibt es aus meiner Sicht keine Alternative zu IO-Link für einfache Feldgeräte. Aber ich sehe auch ein paar Baustellen. Wir müssen es den Anwendern noch einfacher machen, IO-Link zu nutzen und das volle Potenzial dieser zukunftssicheren Technologie auszuschöpfen“, sagt Thiem. Die IO-Link Mitgliederversammlung hat am 23. Juni in Frankfurt/Main die Unternehmensvertreter in das Gremium gewählt. Im Steering Committee engagieren sich diese Unternehmen und Personen:
- Torsten Delfs, Balluff
- Dmitry Gringauz, Banner Engineering
- Lasse-Pekka Thiem, Baumer
- Daniel Schlotthauer, Beckhoff
- Florian Welker, Festo
- Werner Flögel, GEMÜ
- Joachim Uffelmann, ifm (Speaker)
- Ingo Baumgardt, Leuze
- Wolfgang Wiedemann, Murrelektronik
- Kazushi Tanase, Omron
- Sebastian Stöber, Pepperl+Fuchs
- Claus Kühnel, Phoenix Contact
- Frank Moritz, Sick
- Achim Gutsche, Siemens
- Otto Witte, TEConcept
- Karim Jamal, Texas Instruments
- Klaus-Peter Willems, TMG
- Sai Seidel-Sridhavan, Turck
Nächste Generation übernimmt im Lapp-Vorstand
Matthias Lapp übernimmt zum neuen Geschäftsjahr den Vorsitz im Vorstand

Zum 1. Oktober übernimmt Matthias Lapp (39), Enkel der Firmengründerin Ursula Ida Lapp den Vorstandsvorsitz der Lapp Holding AG. Sein Vater Siegbert E. Lapp (69) und sein Onkel Andreas Lapp (66) scheiden Ende September als Aufsichtsratsvorsitzender, bzw. Vorstandsvorsitzender aus dem operativen Geschäft aus.
“Ich freue mich sehr darauf, LAPP gemeinsam mit allen Mitarbeitenden in die Zukunft zu führen. Wir haben eine starke Strategie und sind hervorragend aufgestellt, um unseren Kunden Antworten auf die großen Themen unserer Zeit zu liefern, z. B. in den Bereichen Digitalisierung und Nachhaltigkeit”, betont Matthias Lapp. Der Generationswechsel beim Weltmarktführer für integrierte Lösungen im Bereich der Kabel- und Verbindungstechnologie wurde bereits im Jahr 2017 eingeleitet, als Matthias Lapp CEO der größten Region LA EMEA wurde, zu der auch das wichtige Deutschlandgeschäft zählt. Jetzt erfolgt der nächste große Schritt: Andreas Lapp wird mit Beginn des Geschäftsjahres 2022/23 zum 1. Oktober 2022 den Vorstandsvorsitz an seinen Neffen Matthias Lapp übergeben. Dieser wird die Aufgabe in Doppelfunktion zu seiner Verantwortung als CEO LA EMEA übernehmen. Gleichzeitig wird Siegbert E. Lapp seine Funktion als Aufsichtsratsvorsitzender an seinen bisherigen Stellvertreter Dr. Hans Schumacher (67) übergeben, der bereits seit 2015 Teil des Gremiums ist. Im selben Zug wird Katharina Lapp (24), die Tochter von Andreas Lapp, in den Aufsichtsrat berufen. So ist auch in Zukunft je ein Familienmitglied im Vorstand und im Aufsichtsrat vertreten: LAPP bleibt ein Familienunternehmen.
Entscheidung für das Unternehmen
Als ältester Enkel von Firmengründerin Ursula Ida Lapp (1930-2021) trat Matthias Lapp nach seinem Studium der internationalen Betriebswirtschaftslehre und Stationen in verschiedenen Unternehmen 2010 in die LAPP Gruppe ein. Seit 2017 verantwortet er als Geschäftsführer der U.I. Lapp GmbH die Regionen Lateinamerika, Europa, den Mittleren Osten und Afrika (LA EMEA) und damit den wichtigsten Absatzmarkt der LAPP Gruppe. In dieser Rolle hat er die Internationalisierung der LAPP Gruppe sehr erfolgreich weiter vorangetrieben und einen starken Fokus auf die Themen Unternehmenskultur und internationale Zusammenarbeit gelegt.

Was 1936 mit der Idee von Otto Dunkel zur Herstellung von störungsfreien Drahtfederkontakten begann, hat sich seit der Firmengründung 1942 außerordentlich entwickelt. ODU etablierte sich früh als global agierender Kontaktspezialist mit weltweit aktuell über 2.500 Beschäftigten – 1.400 davon am Hauptstandort Mühldorf am Inn. Weitere Produktionsstätten befinden sich beispielsweise in Rumänien, USA, Mexiko sowie China.
Das Mühldorfer Unternehmen versteht sich als Spezialist für High-End-Steckverbinder und hochwertige Systemlösungen. Im Geiste von Otto Dunkel stehen die Experten speziell bei Innovationen für komplexe technische Fragestellungen bereit. Durch eigene Prüf- und Forschungslabore, zertifizierte Produktionsverfahren und die hohe Fertigungstiefe im Unternehmen ist ODU für seine Kunden in allen Belangen ein zuverlässiger Partner mit höchsten Qualitäts- und Sicherheitsstandards.
Weiter auf Wachstumskurs
Das Unternehmen wächst auch im 80. Gründungsjahr weiter und investiert allein am Firmensitz knapp 60 Mio. Euro. Mit dem neuen fünfstöckigen Gebäude für die Dreherei samt Laboren und Büros baut ODU erstmals in die Höhe. Zeitnah entsteht auch eine zusätzliche Montagehalle.
Das 80. Firmenjubiläum feierte ODU mit den Mitarbeitern im Rahmen eines großen Betriebsfests am 22. Juli 2022. Das Unternehmen pflegt nach der entbehrungsreichen Pandemiezeit die Tradition, zusammen hart zu arbeiten – aber auch zu feiern. Schließlich sind die Beschäftigten mit ihrem langjährigen Know-how das wichtigste Fundament zur Fortsetzung der 80-jährigen Erfolgsgeschichte. Damit diese Geschichte weiter geht, setzt ODU auf ein umfassendes Karriere- und Weiterbildungsangebot für aktuellen Mitarbeiter und für den Nachwuchs auf eine hohe Ausbildungsquote in zwölf technischen und kaufmännischen Berufszweigen. ODU kooperiert dazu mit den umliegenden Hochschulen und bietet vier duale Studiengänge an.
Forschungsneubau für Leichtbautechnologien
Erster Neubau auf dem Stuttgarter Technologie- und Innovationscampus S-TEC ist eröffnet worden

Am 14. Juli eröffneten die baden-württembergische Wirtschaftsministerin Dr. Nicole Hoffmeister-Kraut zusammen mit dem Institutsleiter des Fraunhofer-Instituts für Produktionstechnik und Automatisierung IPA, Prof. Thomas Bauernhansl, sowie Georg Gewers von Gewers & Pudewill Architekten das neue Forschungsgebäude für Leichtbautechnologien. Mit dem durch EU, Bund und Land Baden-Württemberg geförderten Forschungsneubau steht nach drei Jahren Bauzeit das erste Gebäude des Stuttgarter Technologie- und Innovationscampus S-TEC in Stuttgart-Vaihingen.
Leichtbautechnologien für die Industrie
»Leichtbautechnologien sind der Schlüssel, um den Energie- und Werkstoffverbrauch in der Produktion zu reduzieren. Leichtbaumaschinenkomponenten erfordern weniger Materialeinsatz und haben ein geringeres Gewicht, sparen im Betrieb also Energie ein. Neu entwickelte Verfahren für die effiziente Bearbeitung von Leichtbauwerkstoffen wie CFK, Aluminium oder Multi-Material-Mixe machen darüber hinaus den Einsatz dieser Leichtbauwerkstoffe kostengünstig und wirtschaftlich«, sagte Institutsleiter Prof. Thomas Bauernhansl bei der feierlichen Eröffnung.
Ziel des eröffneten Zentrums für Leichtbautechnologien ist es, deutsche und insbesondere regionale Unternehmen bei der Entwicklung und Umsetzung von Leichtbaulösungen in deren Produkten, Produktion und Produktionssystemen zu unterstützen. Dazu sind sogenannte Applikationsszenarien zu verschiedenen Leichtbautechnologien im Aufbau: »Mit und für Unternehmen werden Leichtbauanwendungen im Industriemaßstab installiert und digital integriert, um die Technologien zu demonstrieren und zugleich eine Plattform für die Einbindung neuer Technologien zu schaffen«, informierte Dr. Marco Schneider, der das Zentrum für Leichtbautechnologien leitet.
Die drei Forschungsschwerpunkte des Zentrums für Leichtbautechnologien sind Bearbeitungstechnologien, Füge-, Trenn- und Recyclingverfahren für Leichtbauwerkstoffe sowie der Einsatz von Leichtbauwerkstoffen und -prinzipien im Maschinen- und Anlagenbau und der Produktionstechnik. In Kooperation mit einem Unternehmen sollen die gesamten Fertigungsanlagen digital integriert und zu einer digitalisierten Leichtbauentwicklung und -produktion weiterentwickelt werden.
Erster Neubau auf dem Stuttgarter Technologie- und Innovationscampus S-TEC
Seit 2018 forschen interdisziplinäre Teams in mehreren Zentren des Stuttgarter Technologie- und Innovationscampus S-TEC erfolgreich an zukunftsrelevanten Forschungsthemen, in denen Innovationen für die Anwendung in der Industrie entwickelt werden. »Mit S-TEC haben wir hier in Stuttgart einen Leuchtturm für wirtschaftsnahe Forschung und Technologietransfer rund um die personalisierte, digitale und nachhaltige Transformation der Industrie geschaffen«, betonte die baden-württembergische Wirtschaftsministerin Dr. Nicole Hoffmeister-Kraut. »Leichtbautechnologien bieten die Chance zur Sicherung und zum Ausbau von Wertschöpfung und Arbeitsplätzen im Industrieland Baden-Württemberg, ohne Kompromisse beim Klimaschutz eingehen zu müssen. Mit dem Neubau für das Zentrum für Leichtbautechnologien wurde eine herausragende Infrastruktur geschaffen, um diese Potenziale zu demonstrieren und insbesondere gemeinsam mit dem industriellen Mittelstand in Baden-Württemberg zu erschließen.«
40. Motek-Jubiläum
Zusammen mit der 15. Bondexpo (Fachmesse für Klebtechnologie) wird die Jubiläumsausgabe der Motek vom 04. bis 07. Oktober 2022 unter dem Motto „Automation Intelligence for Production and Assembly“ in Stutgart stattfinden.

„Die Branche erwartet das Top-Event“, bestätigt Reiner Bachert, Projektleiter der Motek/Bondexpo. „Wir haben jetzt bereits in den Sommerwochen den Anmeldestand der Messe 2021 überholt“, so Bachert weiter. „Aus Tradition ist die Motek/Bondexpo eine praxisorientierte, anwendernahe Arbeitsmesse für Fachbesucher, die konkrete Lösungen für ihr Produktionsumfeld suchen,“ sagt Bettina Schall, Geschäftsführerin des Messeveranstalters P. E. Schall. „Die aktuellen Herausforderungen unserer Branche sind gewaltig, und hier werden unsere Aussteller der diesjährigen Motek/Bondexpo an vielen Stellen ansetzen und neue Wege aufzeigen.“
Nachhaltigkeit durch Weiterentwicklung von Digitalisierung und Automatisierung
Die essenziell wichtigen Themenfelder Energieeinsparung, Ressourcenschonung, Umwelt- und Klimaschutz, verlässliche Zulieferer, sichere Zwischenproduktionen und kurze Wege sind Treiber von Modernisierung und weiteren technischen Innovationen. Die Branchenplayer der Montage- und Produktionsautomatisierung arbeiten unter Hochdruck daran, ihre Anlagen noch wirtschaftlicher, noch sparsamer, noch effizienter, noch verlässlicher auszurüsten, um Kosten zu sparen und wettbewerbsfähig zu bleiben. „Deswegen ist es wichtig, persönlich auf der Messe zu sein, Fachgespräche auf Augenhöhe zu führen, praktische Lösungen zu erörtern und zu Netzwerken“, erläutert Rainer Bachert. „Auf der Motek/Bondexpo treffen die passenden Zielgruppen aufeinander“.
Dem großen und bedeutenden Themenkomplex Nachhaltigkeit wird in diesem Jahr besondere Bedeutung beigemessen. Denn die moderne, hochautomatisierte Fabrik mit intelligenten Komponenten und Steuerungen sowie vernetzten, selbstlernenden Abläufen muss zunehmend dem Handlungsprinzip der Nachhaltigkeit folgen – sie muss umwelt- und sozialverträglich wirtschaften. So erhalten die Digitalisierung und Automatisierung industrieller Fertigungsprozesse wiederum eine noch höhere Bedeutung, um die Produktion noch effizienter, schonender und sparsamer zu gestalten. Hierfür ist die Motek/Bondexpo eine wichtige Plattform, um neue Entwicklungen und Lösungsansätze anwendergerecht umsetzbar zu machen und die Herausforderungen der Gegenwart und der Zukunft zu bewältigen.
Vom 04. bis 07. Oktober 2022 soll aber nicht nur in die Zukunft geschaut werden – auch ein Blick zurück ist gestattet, denn die Motek feiert ihren 40. Geburtstag. Den Auftakt machte 1982 die erste Montagetechnikmesse in Sindelfingen, zunächst noch in einem überschaubaren Rahmen. Ab 1990 war Sinsheim der Standort dieser Messe mit einem hochdynamischen Wachstum; seit 2007 ist Stuttgart der passende Standort. „Die Motek kann auf eine äußerst beeindruckende 40-jährige Historie auf dem Weg zu einer der wichtigsten Industriemessen in Süddeutschland zurückblicken“, konstatiert Michael Blaß, Geschäftsführer e-kettensysteme der igus GmbH in Köln. „Dabei hat sie nie ihren Charakter aus dem Blick verloren, und das gilt bis heute: Menschen für den Dialog zusammenzubringen und ein Forum für Innovation zu sein. Direkt orientiert am Bedarf der Besucher, die in den letzten Jahrzehnten mit ganz handfesten Herausforderungen hier auf der Messe an uns herangetreten sind. Daraus entstanden viele langjährige Kundenbeziehungen und spannende Projekte. Dafür danken wir P.E. Schall und freuen uns auf eine gemeinsame erfolgreiche Motek 2022.“
Wechsel im Vorsitz des Austellerbeirats der SPS
Christian Wolf, Geschäftsführer der Hans Turck GmbH & Co. KG, übergibt den Vorsitz an Steffen Winkler, CSO der Business Unit Automation der Bosch Rexroth AG.

2017 hat Christian Wolf den Vorsitz des Gremiums übernommen und ist diesem fünf Jahre vorgestanden. Jetzt gibt er den Posten turnusgemäß an Steffen Winkler weiter.
Der Ausstellerbeirat berät die Mesago Messe Frankfurt GmbH, Organisator der Automatisierungsmesse, im Hinblick auf die Strategie und konzeptionelle Weiterentwicklung der SPS sowie deren operative Umsetzung. Die Mitglieder engagieren sich ehrenamtlich und sind mehrheitlich seit vielen Jahren Teil des Ausstellerbeirats. „Herr Wolf hatte den Vorsitz des ABR der SPS die letzten fünf Jahre inne. Er war maßgeblich an der Markenstrategie und Umbenennung zu SPS – Smart Production Solutions im Jubiläumsjahr 2019 beteiligt und hat die Messe somit auf dem Weg in eine digitale Zukunft und durch die Coronazeit begleitet. Für sein besonderes Engagement möchten wir ihm ausdrücklich danken“, so Martin Roschkowski, President Mesago Messe Frankfurt GmbH. „Und wir freuen uns darüber, dass Christian Wolf mit seinen wertvollen Ideen und Gedanken dem Ausstellerbeirat auch weiterhin erhalten bleibt.“
„Es war mir eine Freude, dem Ausstellerbeirat in den letzten fünf Jahren vorsitzen zu dürfen und ich bedanke mich ganz herzlich bei allen Beteiligten für die Unterstützung und das Vertrauen“, betont Christian Wolf. „Die Zeit war interessant und bereichernd, auch während der letzten zwei herausfordernden Jahre. In enger Zusammenarbeit des Ausstellerbeirats mit den Messeverantwortlichen konnten wir viel bewegen und auch verändern – insbesondere die Erweiterung des Markenkerns in Sachen Digitalisierung und Internationalisierung und damit zusammenhängend die Bildung des neuen Namens. Ich freue mich auf die weitere Mitarbeit im Ausstellerbeirat und wünsche Steffen Winkler viel Erfolg in seiner neuen Aufgabe. Und wir alle können es kaum erwarten, die nächste SPS Anfang November wieder gemeinsam mit unseren Kunden live vor Ort in Nürnberg zu erleben.“
Steffen Winkler übernimmt den Vorsitz
„Ich bin jetzt seit 26 Jahren Besucher, Aussteller und Fan der SPS – der wichtigsten Automatisierungsmesse weltweit. Es ist mir deshalb eine große Ehre, aber auch Verpflichtung, den Staffelstab von Christian Wolf zu übernehmen“, so Steffen Winkler zu seiner neuen Funktion als Vorsitzender. “Nach zwei Jahren ist es nun endlich wieder so weit, die SPS live zu erleben. Zusammen mit Mesago besprechen wir daher im Ausstellerbeirat die wichtigsten Themen und Entwicklungen, um für alle Teilnehmer eine erfolgreiche Messe zu ermöglichen.“
Steffen Winkler ist CSO der Business Unit Automation der Bosch Rexroth AG. Mit über zwanzig Jahren Berufserfahrung und aktiver Mitarbeit in diversen Branchenverbänden ist Herr Winkler Experte für den weltweiten Automatisierungsmarkt.
Erweiterung des Ausstellerbeirats
Manfred Werner, Geschäftsführender Gesellschafter, CODESYS GmbH und Sebastian Seitz, Vorsitzender der Geschäftsführung, EPLAN GmbH & Co. KG sowie Dr. Volker Lindenau, Lead Business Area Manager Motion Germany, ABB AG erweitern ab diesem Jahr den Ausstellerbeirat.
Die fünfte Generation übernimmt im Jubiläumsjahr
Wechsel in der Geschäftsführung des Familienunternehmens mayr® Antriebstechnik

Das Jahr 2022 ist ein besonderes Jahr für das Familienunternehmen mayr® Antriebstechnik aus Mauerstetten im Allgäu. Der Betrieb feiert sein 125-jähriges Bestehen und ein Blick in die Firmengeschichte zeigt, dass die Stabilität und Kontinuität zentrale Bestandteile der Unternehmensphilosophie sind. Dies zeigt sich auch im vorausschauend eingeleiteten Wechsel in der Geschäftsführung: Der Geschäftsführende Gesellschafter Ferdinand Mayr, Ur-Ur-Enkel des Firmengründers, übernimmt die Position des CEO von Günther Klingler.
Tag für Tag sichern Kupplungen und Bremsen von mayr® Antriebstechnik aus Mauerstetten die Bewegungen in Maschinen rund um den Globus. Diese Aufgabe erlaubt keine Abstriche bei der Qualität. Denn Sicherheitsbremsen und Kupplungen sind Komponenten, die in den Maschinen und Anlagen zuverlässig den Schutz und die Sicherheit für Personen und auch Material gewährleisten müssen. Komponenten also, die Bewegungen im Notfall präzise und blitzschnell unterbrechen, bis zum Stillstand abbremsen oder aber bestimmte Positionen millimetergenau halten. Komponenten, die im Notfall Leben retten. Sie stehen damit für Sicherheit, die keine Kompromisse duldet.
mayr® Antriebstechnik hat sich vom einfachen kleinen Handwerksbetrieb zu einem weltweiten Marktführer in der mechanischen Antriebstechnik entwickeln.
Die Geschichte des Unternehmens beginnt im Jahr 1897. Damals wurde der Betrieb von Christian Mayr als Mühlschreinerei in Kaufbeuren gegründet.
Im Jubiläumsjahr: Epochenwechsel an der Unternehmensspitze
Das Unternehmen mayr® Antriebstechnik wird heute in der fünften Generation geführt. Bereits seit Ende 2018 leitet Ferdinand Mayr den Betrieb zusammen mit seinem Großvater Fritz Mayr und Günther Klingler als CEO. Letzterer trat bereits 1980 in das Familienunternehmen ein, wurde 1991 in die Geschäftsleitung berufen und ist seit 2006 Geschäftsführer von mayr® Antriebstechnik. Bevor Günther Klingler nach über 40 Jahren Betriebszugehörigkeit im kommenden Jahr in den wohlverdienten Ruhestand eintritt, hat er bereits jetzt (zum 01.04.2022) die Position des CEO an Ferdinand Mayr übergeben. Günther Klingler bleibt bis zum Renteneintritt auch weiterhin Teil der Geschäftsführung und unterstützt und begleitet den Veränderungsprozess aktiv und beratend. „Stabilität und Kontinuität sind unsere großen Stärken“, erklärt Ferdinand Mayr. „Das zeigt sich auch an der Zusammensetzung der Geschäftsführung. Wir agieren generationenübergreifend und können so unterschiedlichste Perspektiven und Erfahrungen in die Entscheidungen einfließen lassen.“ Deshalb komplettiert ab 01.05.2022 der langjährige Leiter Finanzen und Personal, Christian Illig die Geschäftsführung in der Position des CFO.
Wiederverwertung von Magneten möglich machen
Magnete sind wertvolle Bauteile. Obwohl in den vergangenen Jahren funktionierende Magnetrecyclingmethoden entwickelt wurden, finden diese in der Praxis bisher keine Anwendung und Magnete werden weiterhin im Stahlschrott eingeschmolzen. Forschende der Fraunhofer-Einrichtung für Wertstoffkreisläufe und Ressourcenstrategie IWKS liefern gute Argumente, wieso sich dies in Zukunft ändern sollte.

Die Welt setzt auf Elektromobilität. Die Branche wächst kontinuierlich und ist im Zuge der Energiewende auch politisch von großer Bedeutung. So plant beispielsweise die Bundesregierung, dass in Deutschland bis 2030 sieben bis zehn Millionen Elektrofahrzeuge zugelassen sind. Damit ein Elektromotor funktioniert, darf dabei ein Bestandteil auf keinen Fall fehlen: Neodym-Eisen-Bor-Hochleistungspermanentmagnete. Sie sind die leistungsstärksten Magnete, die es derzeit auf dem Markt gibt, machen etwa die Hälfte der Motorkosten aus und enthalten, wie der Name schon verrät, unter anderem Seltene Erden wie Neodym oder Dysprosium. Der wichtigste Lieferant für Seltene Erden ist China. Dort werden über 90 Prozent des weltweiten Bedarfs abgebaut – und das unter kritischen Bedingungen. So werden während der Förderung giftige Beiprodukte freigesetzt, die bei mangelnder Vorsicht zu einer Verunreinigung des Grundwassers führen. Dies schadet Mensch und Natur.
Trotz dieser teuren und problematischen Herstellung landen Magnete am Ende ihrer Nutzungszeit in der Regel auf dem Schrottplatz und werden dort zusammen mit dem Stahlschrott eingeschmolzen. Und das, obwohl es mittlerweile Methoden zum Recycling von Magneten gibt, die erwiesenermaßen funktionieren. Diese Lücke zwischen Theorie und Praxis wollen Wissenschaftlerinnen und Wissenschaftler der Fraunhofer-Einrichtung für Wertstoffkreisläufe und Ressourcenstrategie IWKS in Hanau mit ihrem Projekt „Funktionelles Magnetrecycling für eine nachhaltige E-Mobilität – FUNMAG“ schließen. Gefördert von der Hessen Agentur will das Forscherteam nachweisen, dass Elektromotoren mit recycelten Altmagneten dieselbe Leistung erbringen können wie mit ihren ursprünglichen Neumagneten, und es sich daher lohnt, kommerzielles Magnetrecycling im großen Maßstab durchzuführen.
Arbeit mit „bunten Blumensträußen“
Für die damit verbundenen Versuche habe sich das Institut unter anderem ein E-Bike, einen E-Scooter und ein Hoverboard angeschafft, erzählt Konrad Opelt, Leiter des Projekts und studierter Materialwissenschaftler: „Bei allen neuen Fahrzeugen haben wir zunächst ausführlich den Motor charakterisiert, um relevante Kennwerte zu erhalten, mit denen wir dann später die Leistung der Motoren mit den recycelten Magneten vergleichen können.“
Die Elektrofahrzeuge stellen den Rahmen des Projekts dar. Das Kernstück aber ist die Arbeit mit den Altmagneten. Diese konnten über bestehende Kontakte mit Industriepartnern im Tonnenmaßstab beschafft werden und unterscheiden sich in Leistung, Form und Beschaffenheit maßgeblich. „Uns war es enorm wichtig, den realistischen Fall abzubilden“, erklärt Opelt. „Wenn sich ein Schrotthändler dazu entschließt, die Magnete aus seinen deponierten Altmotoren zu separieren, wird das in der Regel ein bunter Blumenstrauß von unterschiedlichsten Magneten sein, deren genaue Eigenschaften niemand kennt. Unser Ziel war es daher zu zeigen, dass der Recyclingprozess auch mit undefiniertem Ausgangsmaterial, dieser Unbekannten im Prozess, umgehen kann. Und das hat vor uns noch niemand gemacht.“
Aus Alt mach Neu
Am Fraunhofer IWKS beschäftigt man sich seit Jahren mit der Herstellung und dem Recycling von Magneten und entsprechende Räumlichkeiten und Geräte ermöglichen die Nachbildung des kompletten Herstellungsprozesses im Technikumsmaßstab. Bei der Herstellung eines neuen Magneten wird das Ausgangsmaterial zunächst bei etwa 1400 Grad geschmolzen und dann abgeschreckt, sodass metallische Flakes entstehen. Diese werden in eine Wasserstoffatmosphäre gegeben und durch das Eindringen des Wasserstoffs zerfällt das Material zu einem Granulat. Dieses wird mit einer Strahlmühle noch weiter zerkleinert und das resultierende metallische „Mehl“ kann dann in Pressformen gegeben und gesintert, das heißt zum Magneten „gebacken“ werden. Um einen Magneten zu recyceln, reicht es aus, den Altmagneten mit der Wasserstoffatmosphäre in Verbindung zu bringen und die nachfolgenden Prozessschritte zu durchlaufen. „Den umweltbelastenden Abbau der Rohstoffe und das energieintensive Aufschmelzen können wir so einfach überspringen“, fasst Opelt zusammen.
Im Rahmen des Recyclingprozesses können tausende Magnete gleichzeitig verarbeitet werden. „Es lässt sich kaum verhindern, dass die Magnete währenddessen etwas Sauerstoff aufnehmen, was zu leichten Qualitätseinbußen führt. Hier können wir aber gezielt entgegensteuern, indem wir beispielsweise zehn bis 20 Prozent neues Material hinzugeben oder die Mikrostruktur der Magnete noch weiter bearbeiten“, erklärt Opelt. Die Leistung der Recycle-Magnete lässt sich am fertigen Endprodukt oder auch schon im Pulverstadium bestimmen. Letztendlich soll aus diesen Untersuchungen ein Eigenschaftsportfolio abgeleitet werden, das zukünftigen Anwendern Handlungsempfehlungen dazu gibt, wie der Recyclingprozess so modifiziert werden kann, dass je nach Ausgangszusammensetzung die gewünschten Zieleigenschaften für die Magnete erreicht werden.
Der Aufbau einer neuen Wertschöpfungskette
Derzeit sind die Forschenden noch dabei, den Aufbereitungsprozess während des Recyclingvorgangs weiter zu optimieren. Konrad Opelt ist aber zuversichtlich, dass sie die recycelten Magnete schon bald in die E-Motoren einbauen können und freut sich schon darauf, mit dem Hoverboard über den Institutshof zu flitzen.
Ist dieser Schritt geschafft, wäre das der sichtbare Beweis für den Erfolg des Recyclings. „Damit langfristig eine Wertschöpfungskette für Magnetrecycling aufgebaut werden kann, muss sich jeder Akteur auf den anderen verlassen können“, betont Opelt. „Wir demonstrieren mit FUNMAG, dass die Idee auch wirklich funktioniert und tragen so einen entscheidenden Teil zum Aufbau der Wertschöpfungskette bei.“
Das Interesse von Wirtschaft und Politik an dem Ansatz ist groß, denn er verspricht mehr Nachhaltigkeit bei gleichzeitig weniger Ressourcenabhängigkeit. Konrad Opelt hofft, dass dies dazu führt, dass Hersteller zukünftig schon bei der Produktion von Elektromotoren gezielt darauf achten, dass sich die Magnete gut aus- und wieder einbauen lassen. Dasselbe gilt über die E-Mobilität hinaus auch für alle Elektrogeräte unseres täglichen Bedarfs, vom Rasenmäher über den Akkuschrauber bis hin zum Handy. Sie alle enthalten Neodym-Eisen-Bor-Hochleistungspermanentmagnete, die so ebenfalls lohnenswert recycelt werden könnten.
KEB Automation übernimmt Mailänder Hersteller von Elektromotoren
Nach dreijähriger Zusammenarbeit zwischen den Partnern hat KEB Automation nun die Mehrheit an der Firma Brusatori Electric Motors übernommen, neuer Geschäftsführer wird Marco Sala.

Die Zusammenarbeit zwischen KEB und Brusatori wird durch die dritte Generation der Brusatori-Familie und den neuen Geschäftsführer Marco Sala fortgesetzt: „Die letzten Monate waren eine Zeit intensiver Diskussionen und Zusammenarbeit zwischen den beiden Unternehmen. Schließlich haben wir gemeinsam beschlossen, weitere strategische Schritte zu unternehmen, um die Partnerschaft zu konsolidieren, die es uns ermöglichen wird, unseren Kunden einen größeren technologischen Mehrwert zu bieten. Das Unternehmen Brusatori wird seit mehreren Generationen von der Familie Brusatori geführt und hat dabei bedeutende Wachstumserfolge erzielt und seine Marke auf dem Elektromotorenmarkt etabliert. Dafür und für das mir entgegengebrachte Vertrauen möchte ich mich bei KEB und Brusatori Partners herzlich bedanken. Vor uns liegt eine Zukunft der Zusammenarbei, die es uns sicher ermöglichen wird, den Wachstumskurs fortzusetzen und uns den neuen Herausforderungen zu stellen, indem wir dank der Zusammenarbeit aller Fachleute von Brusatori wichtige Ergebnisse erzielen.“
Vielseitige integrierte Lösungen
Antonio Brusatori fügte hinzu: „In den letzten 3 Jahren hat Brusatori zusammen mit KEB eine internationale Entwicklung erlebt, indem es sein Know-how in neue Märkte und Anwendungen eingebracht hat. Ich bin sicher, dass die Konsolidierung der Partnerschaft ein weiteres Wachstum in Bezug auf die Ergebnisse und eine Weiterentwicklung unserer Lösungen bringen wird, die immer integrierter und wettbewerbsfähiger sein werden. Ich wünsche beiden Unternehmen eine erfolgreiche Zukunft.“
Marco Sala verfügt über mehr als 20 Jahre Erfahrung auf dem Markt für Komponenten, industrielle Automatisierungslösungen und Prozessautomatisierung. Nach seiner Arbeit bei Siei Peterlongo (heute Gefran) und bei Mitsubishi Electric kam er 2007 zur KEB-Gruppe, wo er auf internationaler Ebene strategische Funktionen innehatte und die Technologie und Kultur der Automatisierung und Steuerung einführte. Bislang war Sala KEB Shareholder Representative und Group Business Strategy Manager.
Als bekannter Anbieter von Antriebstechnik bietet KEB Automation die gesamten Lösungsmöglichkeiten für die Automatisierung. Ob Kunststoffmaschinen, Holzverarbeitung, Prozesstechnik und Intralogistik oder auch Windenergie und E-Mobilität: KEB bietet eine Komplettlösung von HMIs über Steuerungen und Antriebe bis hin zu Motoren, Getrieben und Bremsen. Seit 1972 familiengeführt, ist die KEB Automation Group mit fast 1.500 Mitarbeitern weltweit mit zwölf Tochtergesellschaften und mehr als 50 Partnern aktiv. Die Brusatori Srl wurde 1953 als Hersteller von Asynchronmotoren gegründet und erweiterte ihre Produktion auf Gleichstrom- und Permanentmagnetmotoren. Die jahrzehntelange Erfahrung im Bereich der bürstenlosen Dauermagnetmotoren hat den Weg für erneuerbare Energien (Windkraft) und Energieeffizienz mit Direktantriebstechnologien für die industrielle Automatisierung geebnet.

Schnelle Web-Panel Serie
Flüssige Bedienung mit Linux, Android oder AutomationBrowser
Automatisierungstechnik

Die neue HTLM5 Web-Panel-Serie von Wachendorff Prozesstechnik zeichnen sich durch brillante Darstellung und sehr schnelle Reaktion bei der Bedienung aus. Durch die frontseitige Schutzklasse IP65 und die zusätzlichen Eigenschaften, wie WiFi, Bluetooth, USB, RS232 sind sie für nahezu alle industriellen Anwendungen bestens ausgestattet. Mit Displaygrößen von 7 Zoll bis 23,8 Zoll und den unterschiedlichen Seitenverhältnisse 4:3, 16:9 und 16:10 finden Anwender für jede Applikation die optimale Bedienoberfläche für Maschinen und Anlagen. Die rahmenbündigen Displays lassen sich aus einem weiten Winkel ablesen und können mit 12 bis 36 VDC betrieben werden.
Mit und ohne Touch-Funktionalität verfügbar
Die Web-Panel sind mit einem projiziert-kapazitivem Display für die Multi-Touch-Bedienung ausgestattet, sind für das reine Visualisieren aber auch ohne Touch-Funktion erhältlich. Für die Installation von eigenen APPs oder Softwarepaketen steht entweder eine Android oder eine Linux-Plattform zur Verfügung. Um die Inbetriebnahme besonders einfach und zeitsparend zu gestalten, ist der AutomationBrowser von iniNet bereits vorinstalliert und sofort funktionsfähig. Hierbei handelt es sich um einen HTML5-Webbrowser, der für den Einsatz in Maschinen und Anlagen optimiert ist, z.B ist er kompatibel mit älteren Java-Applets wie CODESYS 2.3 Webvisu.
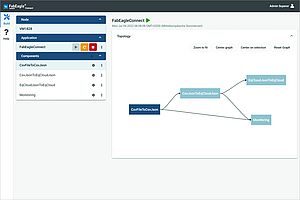
Low-Code Applikation für die Schnittstellenintegration
Neue Software-Version vernetzt Shopfloor und IT auch ohne Programmierkenntnisse
Automatisierungstechnik

Kontron bietet über das Tochterunternehmen Kontron AIS GmbH industrielle Software für branchenübergreifende Automationslösungen an. Die neueste Version der Integrationslösung FabEagle®Connect unterstützt dank eines Web-Clients mit Low-Code-Ansatz nun auch Anwendergruppen mit wenig Programmiererfahrung.
Zeit und Kosten bei der Einbindung sparen
Die offene und flexible Integrationslösung FabEagle®Connect realisiert zuverlässig die Vernetzung verschiedener Schnittstellen von Maschinen und Anlagen in der Fertigung mit IT-Systemen. Mit der aktuellen Version 2 wird FabEagle®Connect um einen Web-Client zur einfachen Konfiguration vorhandener Schnittstellen erweitert. Diese werden übersichtlich in Form von Komponenten bereitgestellt, die in Zusammenhang mit Dialogen eine einfache Konfiguration standardisierter Schnittstellen wie OPC UA, REST, TCP IP oder MQTT ermöglicht. Auf eine Programmierung kann bei Bedarf komplett verzichtet werden. Das spart Zeit und Kosten bei der Einbindung, vereinfacht das Aufsetzen neuer Schnittstellen und ermöglicht effiziente Wartungen und Erweiterungen. Gleichzeitig erhalten auch Anwendergruppen, die mit Programmierung bisher nur wenig Erfahrung haben, die Möglichkeit, ihren Shopfloor transparent in die IT-Welt einzubinden und einen zuverlässigen Echtzeit-Datenaustausch zwischen den Systemen sicherzustellen.
Offen für eigene Komponenten
Dank geführter Konfigurationsdialoge und einer Topologie-Ansicht aller verknüpften Komponenten können schon nach wenigen Minuten Einarbeitung Schnittstellen zwischen Anlagen, Datenbanken und Cloud-Systemen realisiert werden. Der Import und Export vorhandener Konfigurationen erlaubt die effiziente Vervielfältigung und Implementierung in neuen Anlagen. Die integrierte Benutzerverwaltung des Web-Clients schützt vor ungewünschten Zugriffen und Anpassungen. Durch das Logging von Events können Fehlerursachen oder Verbindungsabbrüche jederzeit und dauerhaft nachvollzogen werden.
Unter der Zielsetzung einer zukunftssicheren und erweiterbaren Lösung bleibt FabEagle®Connect auch in der neuen Version selbstverständlich offen für die Programmierung eigener Schnittstellen- und Logikkomponenten unter C#.
Hochauflösende 3D-Laser-Profilsensoren
Kombination aus hoher Auflösung und großem Sichtfeld ermöglicht vielseitige Messszenarien
Bildverarbeitung

LMI Technologies hat die neue Gocator® 2600 Serie von 3D-Linienprofilsensoren mit 4K-Auflösung auf den Markt gebracht. Diese werkskalibrierten Sensoren verfügen über custom Optiken sowie leistungsstarke 9-Megapixel-Imager und liefern 4200 Datenpunkte pro Profillinie für hochauflösendes 3D-Scanning und Inspektion mit großen Sichtfeldern - für Anwendungen wie Batterie-Inspektion, Lebensmittelverarbeitung (z.B. Backwaren), Baumaterialien (z.B. Möbel, Türen und Fenster, Bretter, Bleche) Automobilbranche (z.B. Luftfeder- und Radarkontrolle), Gummi- und Reifenproduktion sowie generelle Industrie-Automatisierung.
Die Serie erweitert die bewährte, robuste und zuverlässige 3D-Smart-Sensor-Produktpalette um eine 4K+ Laserprofilmessung. Mit 4200 Datenpunkten pro Profillinie können Kunden jetzt anspruchsvolle mikroskopische Merkmale erfassen (bis zu 0,018 mm X-Auflösung bei einem Sichtfeld von 71 mm, oder das größere Sichtfeld des Gocator 2600 für 3D-Scans und Inspektionen in einer Vielzahl von größeren Inline-Anwendungen nutzen (Sichtfeld bis zu 2 m bei 0,55 mm X-Auflösung).
Präzise Dickenmessung von Band- und Plattenmaterialien
Verschiedene Sensortechnologien für unterschiedliche Oberflächen verfügbar
Messtechnik, Sensorik

Die Micro Epsilon thicknessGAUGE Systeme liefern hochgenaue Dickenwerte von Band- und Plattenmaterialien. Zusätzlich zu den C-Rahmen-Modellen können sie ab sofort auch als O-Rahmen-Ausführung in die Produktionslinie eingebunden werden. Mit verschiedenen Sensortechnologien lassen Sie sich an die Messaufgabe und die zu messenden Objektoberflächen anpassen. Die Systeme ermöglichen eine 100%-Inline-Dickenmessung und sind hochpräzise und flexibel einsetzbar. Die Anpassungsfähigkeit ermöglicht Adaptionen bezüglich Messbreite, Messbereich und Arbeitsbereich des zu messenden Bandmaterials. Dies und das gute Preis-Leistungs-Verhältnis sind besonders für den OEM-Bereich interessant.
Die automatische Kalibrierung des Systems erfolgt regelmäßig und innerhalb weniger Sekunden. Im Lieferumfang ist zudem ein umfangreiches Softwarepaket enthalten. Dieses enthält unter anderem eine performante Signalverarbeitung für präzise und stabile Messwerte, eine Artikeldatenbank sowie ein SPC-Paket. Des Weiteren sind statistische Auswertungen sowie eine vollautomatisierte Dokumentation und Steuerung des Fertigungsprozesses möglich. Inklusive ist auch eine kontinuierliche Überwachung von definierten Sollparametern und Grenzwerten. Darüber hinaus enthält das Softwarepaket ein flexibles Interface zur Kopplung an die Produktionslinie, das wahlweise über Ethernet, EtherNet/IP, PROFINET und EtherCAT kommunizieren kann.
Unterschiedliche Sensortechnologien
Modelle mit verschiedenen Sensorarten sind verfügbar. Die Modellreihe C.L arbeitet mit Laser-Triangulationssensoren. Dickenwerte von Holz, Kunststoff und Metall werden mit einer Genauigkeit von ±4 bis ±20 µm und einer Messrate von bis zu 4 kHz erfasst.
Konfokal-chromatischen Sensoren sind in die Modellreihe C.C integriert. Mit einer Messrate von bis zu 5 kHz und einer Genauigkeit von ±0,25 µm sind Messungen auch gegen spiegelnde und glänzende Messobjekte sowie transparente und semitransparente Folien möglich.
Die Dickenmessung von Lochblech und geprägten Platten sowie für die Walzenregelung und Qualitätsdokumentation wird die Modellreihe C.LP eingesetzt. Sie ist mit Laser-Profil-Scannern ausgestattet, die eine Messrate von bis zu 100 Hz und eine Genauigkeit von bis zu ±0,5 µm liefern.
Die neueste Modellreihe O.EC basiert auf einem combiSENSOR. Dieser vereint einen induktiven Sensor auf Wirbelstrombasis mit einem kapazitiven Sensor und misst damit die Dicke nicht leitfähiger Materialien, die über eine Messwalze geführt werden. Ihr Einsatzbereich liegt vor allem in der stabilen und präzisen Dickenmessung von Folien und Kunststoffbändern.
Sensor für die individuelle magnetische Bewegungsmessung
Absolutmessung für lange Wege in linearen und rotierenden Anwendungen
Motoren & Antriebstechnik, Sensorik

Der neue Multi Adaptive Range Sensor MARS von BOGEN liest Magnetmuster mit anpassbaren Polbreiten in linearen und rotierenden Anwendungen. Damit werden Bewegungsmessungen mit Hilfe von Magnetringen in praktisch unbegrenzter Größe und Magnetbändern möglich. So kann das Magnetmuster eines Magnetrings perfekt auf individuelle Wellengrößen und dem daraus resultierenden Umfang des Magnetrings adaptiert werden. Dies gilt sowohl für Magnetringe mit Wellendurchmessern von mehr als 6 m als auch für sehr lange lineare Anwendungen mit Messlängen von bis zu 19,3 m.
Schnell und zuverlässig messen
Die schnelle und zuverlässige Abtastschaltung ermöglicht sowohl Positionsrückmeldungen über BiSS-C und SSI-Schnittstelle als auch zusätzliche Geschwindigkeitsrückmeldungen über Sinus/Cosinus-Signale. Mit Arbeitsgeschwindigkeiten von bis zu 20 m/s, Auflösungen von bis zu 0,29 µm und schneller Positionsaktualisierung von 15 µs ist dieser Sensor die ideale Lösung für hohe Anforderungen bei der Messung von Geschwindigkeit.
Der neue Sensor von BOGEN ist in einem kompakten IP67-Gehäuse mit schleppkettentauglichem Hiflex-Kabel untergebracht. Montagetoleranzen größer als 1 mm und eine LED, die die korrekte Ausrichtung des Sensors und andere Informationen anzeigt, gewährleisten einen einfachen Einbau. Minimale Abmessungen machen den Multi Adaptive Range Sensor MARS zum kompaktesten seiner Klasse.
Kompakter Distanzsensor für beengte Einbausituationen
Präzise und schnelle Messungen für Entfernungen bis 300 Meter
Sensorik

In automatisierten Hochregallagern weltweit werden Güter über Regalbediengeräte an ihren jeweiligen Bestimmungsort transportiert. Um dabei jederzeit eine zuverlässige Positionierung zu gewährleisten, sind Distanzsensoren im Einsatz. Wegen der zumeist beengten Einbausituation vor Ort, sind geringe Gehäusemaße der Geräte für solche Anwendungen von großer Bedeutung. Der Distanzsensor R1000 von Pepperl+Fuchs überzeugt hier durch extra kompakte Bauform, die bis zu 50 Prozent kleiner ist als vergleichbare Geräte seiner Klasse. Mit nur 55 mm Breite, 107 mm Höhe und gerade einmal 81 mm Tiefe passt der optoelektronische Sensor in nahezu jede Anwendungsumgebung.
Einfache und schnelle Direktmontage
Da der R1000 standardmäßig über integrierte Metallgewindebohrungen verfügt, kann die Montage bei kurzen Messabständen ganz einfach mittels M6-Schrauben und komplett ohne weitere Zubehörteile erfolgen. Für Applikationen mit größeren Reichweiten ist darüber hinaus eine spezielle Justage-Vorrichtung zur Befestigung und Feinausrichtung verfügbar. Das rote Senderlicht des optoelektronischen Sensors kann dabei komfortabel zur einfachen Ausrichtung genutzt werden.
Intelligente Technologie für hochpräzise Messungen
Der R1000 basiert auf der von Pepperl+Fuchs entwickelten High-End-Technologie PRT (Pulse Ranging Technology) – dem derzeit präzisesten industrietauglichen Verfahren zur Entfernungsmessung. Mit einer Genauigkeit von < 1 mm garantiert es über einen Messbereich von bis zu 300 Metern die optimale Positionierung. Selbst bei schwierigen Umgebungsbedingungen wie Fremdlicht durch Hallenbeleuchtung, Verschmutzungen oder Staub gewährleistet diese Technologie zuverlässige Distanzmessungen für anspruchsvolle Applikationen. Für die Distanzmessung und Positionierung in dynamischen Anwendungen – wie beispielsweise bei Regalbediengeräten in der Lager- und Fördertechnik – ist eine extrem hohe Messrate Voraussetzung. Mit einer internen Rate von 250.000 Messungen pro Sekunde und einer Messwertausgabe von 1000 Messungen pro Sekunde ist der R1000 für solche Aufgaben prädestiniert.
Einfaches, komfortables Handling
Das integrierte Display des R1000 steht für eine besonders anwenderfreundliche Inbetriebnahme und Parametrierung des Gerätes. Extra große LEDs sind von allen Seiten gut sichtbar und zeigen den Gerätestatus zuverlässig auf einen Blick – das erleichtert die Diagnose erheblich. Für den Einsatz in Kühllagern ist der Sensor auch in einer Tiefkühlvariante verfügbar, die zuverlässige Messergebnisse von -30 °C bis +60 °C liefert. Dank Laserklasse 1 ist ein augensicherer Einsatz des Gerätes ganz ohne zusätzliche Schutzmaßnahmen jederzeit gewährleistet.
Kompakter TÜV-zertifizierter Drehzahlwächter
Sensorlose Bewegungsüberwachung mit verschiedenen Sicherheitsmodi
Motoren & Antriebstechnik, Sicherheit & Industrieversorgung

Der nur 12,5 mm breite Drehzahlwächter PSR-MM35 von Phoenix Contact erweitert die sichere Baureihe PSRmotion. Er überwacht Geschwindigkeiten besonders wirtschaftlich und ohne zusätzliche Sensorik. Bei fahrerlosen Transportsystemen oder rotierenden Achsen in Werkzeugmaschinen beispielsweise schützt er zuverlässig vor gefahrbringenden Bewegungen bis SIL 3 bzw. PLe.
Direkter Anschluss an den Antrieb
Die Bewegungsüberwachung basiert auf der Drehfeldmessung des Antriebs und kommt daher ganz ohne weitere Sensorik, wie zum Beispiel Encoder oder Näherungsschalter, aus. Über den direkten Anschluss an den ein- oder dreiphasigen Antrieb wird die Motorfrequenz ermittelt und die Maschinenbewegungen sicher überwacht. Mithilfe der kostenlosen, intuitiven Konfigurations-Software PSRmotion lassen sich Funktionen, wie eine sicher begrenzte Geschwindigkeit (SLS), die sichere Geschwindigkeitsüberwachung (SSM), die Einstellung eines sicheren Geschwindigkeitsbereichs (SSR) sowie ein sicher abgeschaltetes Drehmoment (STO) schnell und einfach einstellen. Die erforderlichen Geräteparameter ermittelt die Software anhand optional eingegebener Maschinendaten. Die grafische Aufarbeitung der Daten vereinfacht die sichere Diagnose.

Die Kraftsensoren KM801 / KT803 und KM701 / KT703 von MEGATRON eignen sich optimal in Applikationen für die Messung von Schalt- und Betätigungskräften. Da die Sensoren nach dem Prinzip des Biegebalkens arbeiten und mit DMS-Vollbrücken ausgestattet sind, liefern sie hochgenaue Messergebnisse. Einige Ausführungen besitzen zusätzlich einen Messverstärker und sind dennoch kompakt gebaut. Der Kraftsensor KM801 / KT803 verfügt über einen vernickelten Stahlmesskörper und kann Kräfte von bis zu 5 kN aufnehmen. Er ist in zwei Varianten für die Krafteinleitung von 0...2 kN oder 0...5 kN ausgelegt. Der kleinere KM701 / KT703 besitzt einen Messkörper aus Aluminium und ist für eine Nennlast von max. 1 kN verwendbar. Er ist in drei Varianten für die Krafteinleitung von 0…0,2 kN, 0...0,5 kN und 0...1 kN erhältlich. KM801 sowie KM701 können mit dem externen Verstärker IMA2 DMS von MEGATRON kombiniert werden. Diese Verstärker im DIN-Schienen-Gehäuse enthalten die komplette Signalverarbeitungselektronik für einen Kraftsensor mit DMS-Vollbrücke. Sowohl beim KM801 als auch beim KM701 erfolgt die Krafteinleitung senkrecht zur Kraftaufnehmer-Achse. Beide Serien werden mit einem Prüfprotokoll ausgeliefert, das die wichtigsten Kennwerte enthält.
Mit integriertem Messverstärker
Die Kraftsensoren der Serien KT803 sowie KT703 sind baugleich zu den Varianten KM801 und KM701. Bei den KT-Serien ist allerdings bereits ein digitaler Messverstärker im Kraftaufnehmer integriert, der die sehr kleine Signalspannung verstärkt und analoge Ausgangssignale liefert (0…10 V, 4…20 mA @24 VSUP). Die Sensoren bleiben trotz des eingebauten Verstärkers kompakt gebaut. Je nach Anwendung können die Sensoren der KT-Serien auf Zug- oder auf Druckkrafteinleitung kalibriert werden. Alle Kraftsensoren sind dank des Biegebalkenprinzips weitgehend unempfindlich gegenüber einer Verschiebung der senkrechten Krafteinleitung. Da sie über DMS-Vollbrücken verfügen, können sie Signaländerungen kompensieren, die durch Temperatureinflüsse entstehen. Über zwei Schrauben lassen sich die Biegebalken auf jeder stabilen Struktur komfortabel befestigen.
Einsatzbeispiele der Sensoren sind z.B. Messung von Vorspannkräften im Crimp-Prozess der Kabelkonfektionierung, Einpress- und Fügekräfte in Montageprozessen der industriellen Fertigung und Kräfte in medizintechnischen Geräten (z. B. in Positionierungssystemen) und in Fitnessgeräten (Optimierung von Krafttraining).
Condition-Monitoring-Sensor mit IO-Link
Für die kontinuierlich Feuchte- und Temperaturmessung in Produktions- und Lagerräumen
Sensorik

Turcks kombinierter Feuchte- und Temperatursensor CMTH ist jetzt in einer kompakten Variante mit verbesserter IIoT-Integration für smarte Condition-Monitoring-Anwendungen verfügbar. Mit nur 57 mm Länge und einem Betriebstemperaturbereich von -40 bis +100 °C ist der IP67-Sensor im M12-Gehäuse selbst in anspruchsvollen Umgebungen leicht einsetzbar. Die einfache Integration wird auch schnittstellenseitig unterstützt: Das standardisierte IO-Link-Smart-Sensor-Profil (Stand 4.1.2.) mit 64 Bit auf zwei Kanälen vereinfacht die herstellerübergreifende Einrichtung von vernetzten Systemen. Der CMTH eignet sich insbesondere zur Überwachung des Klimas in Produktions- und Lagergebäuden in allen Branchen, die mit feuchte- und temperatursensiblen Gütern umgehen.
Integration in bestehende Installationen
Der Sensor gibt im Simple-I/O-Modus (SIO) für Temperatur und Feuchte je ein Schaltsignal aus. Insbesondere zur Nachrüstung von Klimadaten in bestehenden Applikationen eignet sich dieser Modus gut, da selten digitale Schnittstellen wie IO-Link vorliegen. In moderneren Anlagen oder Maschinen bietet der IO-Link-Modus-Vorteile, denn der smarte CMTH-Sensor kann so nicht nur kontinuierliche Prozesswerte ausgeben, sondern beispielsweise auch selbstständig den situativen Taupunkt ermitteln. Nutzer, die Langzeitanalysen benötigen, werden die vorkonfigurierte Histogramm-Funktion zu schätzen wissen.
Die digitale Schnittstelle erleichtert auch die Inbetriebnahme des Sensors. Über Turcks-IO-Link-Master kann das Gerät ohne Zusatzsoftware über den integrierten Webbrowser des Masters konfiguriert und in Betrieb genommen werden kann.
IIoT-Gateways mit nahtloser Azure IoT Edge Integration
Für die schnelle und einfache Einrichtung vom Fernverwaltung an unbemannten Standorten
Automatisierungstechnik

Viele Systemintegratoren und Ingenieure stehen vor der schwierigen Aufgabe, eine sichere und zuverlässige IIoT-Gateway-Lösung zu finden, die regelmäßige Sicherheits-Patches zur rechtzeitigen Behebung von Systemschwachstellen bietet. Die kürzlich auf den Markt gebrachten IIoT-Gateways der AIG-300-Serie von Moxa beinhalten eine Azure IoT Edge-Integration, die mit einzigartigen Funktionen zur Unterstützung des Aufbaus eines kosten- und zeiteffizienten IIoT-Systems erheblichen Mehrwert schafft.
Schnelle und zuverlässige Cloud-Verbindung
IIoT-Gateways müssen hochgradig sicher und zuverlässig sein, um eine nahtlose Datenerfassung und Geräteverwaltung zwischen Edge und Cloud zu ermöglichen. Das AIG-300 IIoT-Gateway ist eine Lösung für die zuverlässige, schnelle und einfache Datenerfassung und Geräteverwaltung, die nahtlos in Azure IoT Edge integriert ist und mit ThingsPro betrieben wird. Die von den Geräten erfassten Daten können mit ein paar einfachen Konfigurationsschritten an Azure IoT Edge und anschließend an den Azure IoT Hub übertragen werden. Umgekehrt lassen sich Geräte über den Weg von Azure IoT Hub zum Azure IoT Edge auf den IIoT-Gateways der AIG-Serie effektiv verwalten. Diese nahtlose Edge-to-Cloud-Plattform aus einer Hand kann Kunden dabei helfen, Systementwicklungszeiten und -kosten zu reduzieren.
Einfachere Gerätebereitstellung und sicherere Bootvorgänge als je zuvor
Die meisten IIoT-Anwendungen werden in dezentralen, unbemannten und rauen Umgebungen eingesetzt, wie z. B. in intelligenten Stromnetzen, Energiespeichersystemen, Solarparks, Öl- und Gasraffinerien und Anwendungen im Schienenverkehr. Die Aufrechterhaltung des normalen Betriebs und die wirksame Überwachung des Zustands sind für diese Systeme von entscheidender Bedeutung. Die Gateways der AIG-Serie haben einen weiten Temperatureinsatzbereich und einen geringen Stromverbrauch und sind daher für den Einsatz in diesen Umgebungen bestens geeignet.
Mit Funktionen wie der Fortsetzung unterbrochener Dateiübertragungen, OTA-Upgrades (Over-the-Air) und Secure Boot können die Gateways der AIG-Serie an abgelegenen Standorten aufgerüstet und gewartet werden. Das gewährleistet ihre ständige Verfügbarkeit und einen wirksamen Schutz vor Cyberangriffen. Die AIG-Serie verfügt über integrierte Recovery-Funktionen zur Wiederherstellung der vorherigen stabilen Firmware-Version, um Verbindungsabbrüche bei Geräteabstürzen und plötzlichen Abschaltungen zu vermeiden und eine unterbrechungsfreie Netzwerkverbindung an dezentralen Standorten zu ermöglichen. Schlägt ein Software-Upgrade fehl, kehren die Gateways automatisch zu der im Backup enthaltenen Softwareversion zurück und gewährleisten so die Systemstabilität. Ein ThingsPro-Tool vereinfacht den Bereitstellungsprozess, indem es die Massenbereitstellung von IIoT-Gateways sowie Remote-Software-Upgrades ermöglicht.
Leistungsstarke Kompakt-Stromversorgungen
3-phasige Stromversorgungen für den Schaltschrank mit 120 W (5 A) oder 240 W (10 A)
Elektronik & Elektrik

Mit den beiden Compact Stromversorgungen stellt LÜTZE robuste DC 24 V Kraftpakete mit einem effizienten Wirkungsgrad größer 92% vor. Beide Stromversorgungen überzeugen mit geringer Verlustleistung und wenig Erwärmung. Mithilfe der integrierten Power-Boost-Funktion können große Lastspitzen kurzfristig überbrückt werden. Die beiden Stromversorgungen besitzen einen Weitbereichseingang AC 350-575 V und erlauben darüber hinaus den Parallelbetrieb mit aktivem Lastausgleich. Dank einer für diese Leistungsklasse sehr kompakten Baubreite von nur 55 mm passen die LÜTZE Stromversorgungen - selbst bei beengten Platzverhältnissen - in jeden Schaltschrank.
Einfach montieren und warten
Die beiden 3-phasigen Stromversorgungen bieten zudem eine deutliche Verbesserung in der Servicefreundlichkeit, so sind die Stromversorgungen gezielt für eine einfache Montage und Wartung optimiert worden. Neben der werkzeugfreien Push-In-Anschlusstechnik verfügen beide über definierte Anschlussklemmen für eine genaue Zuordnung auf Schaltplänen und in EPLAN-Makros. Auch die Montage der Stromversorgungen ist denkbar einfach: sie werden auf DIN-Tragschienen TS35 aufgerastet. An den Frontseiten befinden sich QR-Codes, die direkt auf relevante Gerätedokumente verlinken. Ein weiterer Pluspunkt ist die Remote-Funktion, die es ermöglicht, die Stromversorgungen aus der Ferne (Inhibit) aus- und anzuschalten und somit den Energiebedarf deutlich zu senken. Über einen Statusausgang können Zustandsdaten ausgegeben bzw. abgefragt werden. Mit ihrem Aluminiumgehäuse sind die LÜTZE Stromversorgungen vor mechanischen Belastungen (IP 20) gut geschützt. Die LÜTZE Compact Stromversorgungen besitzen umfangreiche nationale und internationale Zulassungen, unter anderem CE, UKCA, UL 61010-1 und UL 61010-2-201.
SPE-Push-Pull-Rundsteckverbinder
Metallischer Verbinder für Single Pair Ethernet und Automotive Ethernet
Hydraulik & Pneumatik

Yamaichi Electronics bietet verschiedene High-Speed Steckverbinder an. Dazu gehören auch die High-Speed-Versionen der Produktgruppe Y-Circ P, den metallischen Push-Pull-Rundsteckverbindern. Neben den standardisierten SPE-Versionen bietet Yamaichi Electronics auch kundenspezifische Lösungen auf Basis dieser Push-Pull-Steckverbinder mit einer hohen Anzahl von Steckzyklen an. Im hauseigenen Labor entwickelt, simuliert und testet Yamaichi Pin-Layouts für High-Speed Anwendungen. Das S1-Pinlayout ermöglicht die Übertragung von Single Pair Ethernet bis zu 10Gbit/s nach IEC 802.3ch und von Automotive Ethernet-Signalen nach dem Open Alliance Standard TC9.
Für eine hohe Zyklenzahl ausgelegt
Die Kombination aus dem zuverlässigen Push-Pull-Verriegelungsmechanismus in den kleinen 09-Steckverbindern und dem innovativen, zum Patent angemeldeten Isolator- und Kontaktdesign bietet höchste Datenraten für spezielle Test- und Messanwendungen mit mindestens 5.000 Steckzyklen. Das neue S1 Polbild ist in geraden und sogar gewinkelten Gerätedosen verfügbar, den passenden Steckverbinder kann Yamaichi Electronics auch auf Wunsch direkt mit einem SPE-geeigneten Kabel assemblieren.
Single Pair Ethernet (SPE) bietet der Industrie eine zukunftsweisende Kommunikationsschnittstelle für die effiziente und kostensparende Datenübertragung vom Sensor zur Cloud. Die Verwendung von zwei statt - wie üblich - vier oder acht Drähten reduziert die Kosten, spart Platz, Gewicht und Zeit bei der Montage.
Roboter-Leitung mit Fast Connect-Aufbau
Schnell konfektionierbare Industrial-Ethernet-Leitung
Elektronik & Elektrik

Die neue ETHERLINE® ROBOT PN FC Cat.5e mit Fast Connect-Aufbau von LAPP ist eine hochflexible Industrial-Ethernet-Leitung speziell für Roboterapplikationen. Mit dem passenden Werkzeug lässt sich die innovative Roboter-Leitung mühelos konfektionieren und installieren. Das spart Zeit und damit Kosten. Gerade Ethernet-Leitungen müssen im Einsatz in Industrierobotern einiges aushalten. Auch bei horizontalen Linearbewegungen kombiniert mit Torsion, muss eine nahtlose Daten-Kommunikation der Feedbackschleifen zwischen Sensorik und am Roboterarm, der Robotersteuerung sowie deren Anbindung an die Steuerungssysteme gewährleistet sein. Hierfür hat LAPP die hochflexible Cat.5e-Ethernet-Leitung für den dauerbewegten Einsatz mit Torsionsbeanspruchung entwickelt. Sie eignet sich für PROFINET-Anwendungen nach Typ R. Die neue Variante mit Fast-Connect-Anschluss (FC) lässt sich dank eines einfachen, konstruktiven Kniffs noch einfacher konfektionieren und installieren. Diese schnelle Konfektionierbarkeit ist ein wichtiges Kriterium für Anwender.
Leitungsaufbau nach Typ R
Die neue Roboter-Leitung bündelt wesentliche Schleppketten-, Torsions- und Wechselbiegeeigenschaften in einer Leitung. Durch den Leitungsaufbau gemäß PROFINET-Standard „Typ R“ ist gewährleistet, dass die neue Leitung die anspruchsvollen Anforderungen für Roboteranwendungen erfüllt: über fünf Millionen vertikale Torsionszyklen bei +/- 180° pro Meter, fünf Millionen Zyklen in der horizontalen Schleppkette bei Beschleunigungen bis zu 10 m/s² und Geschwindigkeiten von 3m/s über einen Verfahrweg von 5 m, zusätzlich 1 Millionen Biegungen im Wechselbiegetest nach EN 50396 bei geringsten Biegeradien.
Kreuzförmige Verseilung
Diese hohe Belastbarkeit wird durch den besonderen konstruktiven Aufbau der ETHERLINE® ROBOT PN FC Cat.5e erreicht. Dank der Verseilung als Sternvierer sowie einer doppelten Schirmung aus aluminiumkaschierter Folie und Kupferabschirmgeflecht mit hohem Bedeckungsgrad (SF/UTP) ist die Leitung erhöht beständig gegenüber elektromagnetischen Störungen. Der Trick beim Aufbau als Sternvierer ist, dass die vier Adern kreuzförmig miteinander verseilt werden, sodass die gegenüberliegenden Adern jeweils ein Adernpaar bilden. Die symmetrische Position der Adern zueinander bleibt über die gesamte Länge der Leitung gleich. Gegenüber der herkömmlichen Twisted-Pair-Verseilung ermöglicht der Aufbau als Sternvierer einen geringeren Kabeldurchmesser und dank der niedrigeren Betriebskapazität ist auch die Dämpfung besser. Hinzu kommt ein robuster PUR-Außenmantel. Dadurch hält die Leitung hohen mechanischen Belastungen stand und ist unempfindlich gegenüber mineralölbasierten Schmiermitteln, außerdem ist sie vielfach chemisch beständig.
Bis zu 50 Prozent Zeitersparnis
Der Fast Connect Aufbau mit Innenmantel ermöglicht es, die Leitung mithilfe des FC STRIP Werkzeugs von LAPP in einem Verarbeitungsschritt die Leitung für eine Steckerkonfektion exakt auf die erforderlichen Maße abzumanteln und zugleich die anzuschließenden Adern freizulegen. Auch das Kupfergeflecht wird auf die richtigen Maße abgelängt. Dadurch wird die Leitung optimal in einem Arbeitsgang auf die Steckerkonfektion vorbereitet. Bei der Montage ist auf diese Weise eine Zeitersparnis von bis zu 50 Prozent möglich.
Die neue ETHERLINE® ROBOT PN FC Cat.5e mit Fast Connect-Aufbau verfügt darüber hinaus über die UL-/CSA-Zertifizierung. Damit darf die Leitung auch im nordamerikanischen Raum verwendet werden. Zudem ist sie auch für EtherCAT- und EtherNET/IP-Anwendungen geeignet.
Mehr Sicherheit bei geringerem Verbrauch
Energieeinsparungen in medizinischer Einrichtung sind mit einem Wartungsprogramm für Wärmeeffizienz umgesetzt worden
Sicherheit & Industrieversorgung

Wartungstechniker hatten früher viel mit Feuerwehrleuten gemeinsam. Wenn in einer Anlage etwas ausfiel, traten sie in Aktion, um das Problem zu beheben und den Betrieb wieder in Gang zu bringen. Heutzutage geht es bei der Wartung zunehmend darum, Probleme zu erkennen und zu beseitigen, bevor ein Problem auftritt, das ein Gesundheits- und Sicherheitsrisiko für Personal und Anlagen darstellen kann. Dieser vorbeugende Ansatz ist dank neuer Test- und Messgeräte möglich, um Anlagenfehler zu erkennen.
Bei der vorbeugenden Wartung geht es nicht nur darum, schwerwiegende Ausfälle zu verhindern, sondern auch darum, Prozesse zu verbessern, sie effizienter und nachhaltiger zu gestalten und ein sicheres Arbeitsumfeld zu gewährleisten. Nehmen wir zum Beispiel den Energieverbrauch. Die Gas- und Strompreise steigen weltweit rapide und setzen Unternehmen zunehmend unter Druck, neue Wege zu finden, den Energieverbrauch zu senken. Die richtigen Test- und Messinstrumente zur Erkennung von Energieverschwendung aufgrund von unzureichender Gebäudeisolierung, undichten Gasleitungen oder verschlissenen und veralteten elektrischen Komponenten bieten die Möglichkeit, wertvolle Energieressourcen zu sparen und zusätzliche Kosten zu vermeiden. Gesundheit und Sicherheit sollten bei der vorbeugenden und vorausschauenden Wartung höher eingestuft werden als Kosteneinsparungen. Wartungsmanager sind heute weltweit auf die Leistungsfähigkeit elektronischer Test- und Messgeräte und Software angewiesen, um bei der vorbeugenden und vorausschauenden Wartung eine schnelle und effektive Fehlersuche durchführen zu können.
Vorbeugende Wartung für optimale Patientenversorgung
Mediclinic, eine internationale Krankenhausgruppe mit Niederlassungen in Südafrika, Namibia, der Schweiz und den Vereinigten Arabischen Emiraten, hat seit langem erkannt, wie wichtig kontinuierliche Verbesserungen sind, um nicht nur eine erstklassige Patientenversorgung zu bieten, sondern auch die Nachhaltigkeit voranzutreiben, um kritische Ressourcen besser zu verwalten. In Südafrika sind der Preis und die Verfügbarkeit von Strom und Gas ein wichtiges Anliegen für Krankenhäuser. Da die Versorgung nicht ausreicht, um den Bedarf zu decken, kommt es im Land häufig zu Stromausfällen.
Petrus Swanepoel, Sustainability Manager bei Mediclinic Southern Africa, ist für die effiziente Nutzung natürlicher Ressourcen verantwortlich. Er entwickelt neue Prozesse, um die Nachhaltigkeitsziele und -prinzipien des Unternehmens zu unterstützen. Alle Menschen sollten dazu beitragen, die wachsende Belastung lebenswichtiger Ressourcen weltweit zu verringern. Laut Swanepoel konzentriert sich Mediclinics Philosophie der kontinuierlichen Verbesserung nicht nur auf die Kostensenkung durch weniger Energieverschwendung, sondern arbeitet auch daran, einen positiven Einfluss auf die Umwelt und die Qualität der Patientenversorgung in ihren Krankenhäusern zu gewährleisten.
Mediclinic in Südafrika beauftragte ein auf Thermografie spezialisiertes Beratungsunternehmen, KN Thermography, mit der Überprüfung der Wärmeeffizienz seiner Krankenhausinfrastruktur und dem Erarbeiten von Verbesserungsvorschlägen. Die jährlichen Inspektionen wurden von Rodney Kleynhans, Head of Thermography bei KN Thermography, durchgeführt und umfassten auch die Bewertung der Gebäudedämmung. Mediclinic Southern Africa hat durch die Inspektionen erhebliche Verbesserungen bei der Wärmeeffizienz und hohe Energieeinsparungen erzielt. Die Rolle der Thermografie im Wartungsprogramm hat sich vor kurzem auch auf die Inspektionen von Lecks bei medizinischen Gasen ausgeweitet, nachdem ein neues Handgerät zum Einsatz kommt.
Gase für die Behandlung im Krankenhaus
Anästhesisten verwenden Lachgas (N2O) und ein Narkosemittel, um Patienten während einer Operation zu betäuben. Die Gase werden in Flaschen geliefert, die in den Technikräumen des Krankenhauses gelagert und über ein Leitungsnetz mit den Operationssälen verbunden sind. Medizinischer Sauerstoff wird weltweit in großem Umfang zur Behandlung schwerkranker und an Corona erkrankten Patienten eingesetzt. Auf dem Höhepunkt der Pandemie ist der Verbrauch von medizinischem Sauerstoff weltweit sprunghaft angestiegen.
Da es sich bei Sauerstoff um ein vitales Gas handelt, mag es überraschend klingen, dass Lecks dieses reaktiven Gases potenziell sehr gefährlich sein können. Die Luft, die wir atmen, besteht zu 21 % aus Sauerstoff. Schon eine geringfügig höhere Sauerstoffkonzentration in der Luft von etwa 24 % kann zu einer gefährlichen Situation führen, in der sich ein Feuer viel leichter entzündet und heftiger brennt als in normaler Luft. Fast alle Materialien brennen in Kombination mit Sauerstoff sehr ausgeprägt, wodurch sich ein Feuer sehr schwer löschen lässt. Ein Leck an einem Ventil oder Schlauch, das reinen Sauerstoff in einen unbelüfteten Raum einleitet, stellt daher ein potenzielles Gesundheitsrisiko dar.
Die Exposition gegenüber Lachgas über einen längeren Zeitraum kann auch für das medizinische Personal gesundheitsschädliche Auswirkungen haben – mit Symptomen, die von Kopfschmerzen und Müdigkeit bis hin zu Fehlgeburten oder Leber- und Nierenerkrankungen reichen.
Zum Schutz der Mitarbeiter und der Patientensicherheit im Krankenhaus kommt es daher darauf an, Lecks dieser beiden Gase zu reduzieren.
Herstellung medizinischer Gase
Obwohl diese Gase in der Natur im Überfluss vorhanden sind, haben der Extraktionsprozess und die anschließende Komprimierung für die Lagerung und den Transport medizinischen Sauerstoff und Lachgas zu einem hoch geschätzten Gut gemacht.
Sowohl medizinischer Sauerstoff als auch Stickstoff zur Herstellung von Lachgas sind Produkte einer Luftzerlegungsanlage (ASU; Air Separation Unit). Diese trennt atmosphärische Luft in ihre Hauptbestandteile. Zunächst saugt sie Umgebungsluft an und entfernt Verunreinigungen, bevor die Luft über einen Wärmetauscher auf -175 °C abgekühlt wird. Bei dieser niedrigen Temperatur sinkt der Sauerstoff nach unten, während Stickstoff sich nach oben absetzt und Argon in der Mitte verbleibt. Die Gase lassen sich leicht trennen und in Gasleitungen zu den Kunden transportieren oder zu einer Flüssigkeit abkühlen und vor dem Transport in Tanks zwischenlagern. Der Prozess des Trennens, Verdichtens und Speicherns ist sehr energieintensiv. Entscheidend ist, dass diese wertvollen Ressourcen nicht verschwendet werden.
Aufspüren von Gaslecks
Es war nicht immer einfach, undichte Stellen im Leitungsnetz für medizinische Gase in einem Krankenhaus zu finden. Zu den traditionellen Methoden der Lecksuche zählen das Hören auf Zischgeräusche oder das Bestreichen von Verbindungsstellen mit Seifenlauge und die Suche nach Blasen. Bei der Lecksuche ist zu beachten, dass einige Komponenten eines Gasverteilungssystems besonders anfällig sind, z. B. Verbindungen und Anschlüsse, die immer zuerst überprüft werden sollten.
Eine Druckprüfung könnte durchgeführt werden, die jedoch voraussetzt, dass sich ein Benutzer am anderen Ende der Leitung befindet, was in einer Krankenhausumgebung nicht immer planbar ist. Die Seifenlaugen-Methode ist ineffizient und unangemessen aufgrund der Größe der Gasleitungen, die durch ein Krankenhaus verlaufen. Während der Corona-Pandemie kam es vor allem darauf an, die Anzahl der Wartungsmitarbeiter vor Ort zu begrenzen, was das Team von KN Thermography dazu veranlasste, eine Ultraschall-Leckprüfung einzuführen.
Ultraschallgeräte verwenden Mikrofone, um die mit entweichender Luft oder Gas verbundenen Geräusche in einem Frequenzbereich von 38 bis 42 kHz zu identifizieren. Ältere Geräte wandeln den in diesem Bereich aufgenommenen Schall in hörbare Töne um und sind daher auf das menschliche Gehör angewiesen, um zu erkennen, ob es sich bei dem erfassten Geräusch um ein Leck handelt oder nicht. Das macht die Erkennung subjektiv und von den Fähigkeiten und der Schulung der Mitarbeiter abhängig. Jüngste Entwicklungen bei industriellen akustischen Bildgebern (Acoustic Imagers), wie z. B. dem Fluke ii900, führten dazu, dass die Geräte jetzt mit einer Reihe von Mikrofonen ausgestattet sind, die eine Visualisierung des Schallfelds in einem erweiterten Sichtfeld ermöglichen. Dadurch können Wartungsteams Lecks in Gasverteilungssystemen schnell und genau visuell lokalisieren.
Lecks werden deutlich auf einem LC-Display angezeigt, sodass auch Nutzer mit wenig bis gar keiner Erfahrung diese sofort erkennen können. Acoustic Imager können die Entfernung zum Ziel messen und die Größe des Lecks abschätzen, wodurch es einfacher wird, die Kosten eines Lecks abzuschätzen und einen Reparaturplan zu erstellen.
Mit dem Fluke ii900 Industrial Acoustic Imager konnte KN Thermography eine schnelle visuelle Inspektion aller Leitungen durchzuführen, die Lachgas aus dem Untergeschoss der Mediclinic-Krankenhäuser in die Operationssäle und die Sauerstoffversorgung an die Patientenbetten leiten. Die im Verteilungsnetz entdeckten Lecks wurden behoben und die damit verbundenen Verluste reduziert, was die Sicherheit von Patienten und Personal erhöht.
Kontinuierliche Verbesserungen
Die Mediclinic Group stellt die Patienten in den Mittelpunkt ihres Handelns. Sie ist sich der Notwendigkeit bewusst, ständig nach Möglichkeiten zu suchen, um Prozesse, Erfahrungen und Arbeitspraktiken zu verbessern. Börsennotierte Unternehmen müssen heute Nachhaltigkeitsziele erfüllen. Swanepoel erklärte dazu: „Es reicht nicht mehr aus, sich nur von Vorschriften oder Gesetzen leiten zu lassen. Alle Unternehmen stehen unter großem Druck, ihre gesamte Nachhaltigkeitsstrategie zu überprüfen. Die Frage, die künftige Generationen stellen werden, lautet: Was habt ihr getan, um die nachhaltigen Ergebnisse eurer Tätigkeit zu verbessern? Für unser Team reicht es nicht mehr aus, Wartungsarbeiten als Aufrechterhaltung des Betriebs zu betrachten, sondern als Prozess der kontinuierlichen Verbesserung. Ebenso reicht es nicht mehr aus, nur den Stromverbrauch im Krankenhaus zu senken. Wir müssen auch darüber nachdenken, wie wir Verschwendung in allen Bereichen des Unternehmens beseitigen und die Belastung der Ressourcen während des Betriebs reduzieren. Wenn wir jetzt nicht handeln, werden wir in Zukunft zum Handeln gezwungen sein – und das wahrscheinlich zu wesentlich höheren Kosten.“
Autor: Francesco Pagin, Channel Manager Europa und Afrika, Fluke
Intelligente Wartung mit Servosystemen
Künstliche Intelligenz (KI) kann in Antriebssystemen effektiv eingesetzt werden, um vorausschauende Wartungsentscheidungen zu treffen. Diese basieren auf großen Datensätzen, die in Echtzeit in den Servomotoren und -verstärkern erfasst und verarbeitet werden. So wird die Produktion und Verfügbarkeit optimiert, indem präzise Vorhersagen über den Zustand der Anlagen getroffen und diese zum richtigen Zeitpunkt gewartet werden.
Automatisierungstechnik, Motoren & Antriebstechnik

Am effektivsten sind Wartungen, wenn sie vorausschauend und proaktiv erfolgen, also genau dann, wenn sie auch wirklich nötig sind. Mit KI sind Unternehmen in der Lage ihre Wartungsentscheidungen anhand von fundierten Prognosemodellen, Echtzeitdaten und Anlagentrends zu optimieren.
Bei der Instandhaltung von Servosystemen bietet eine solche Wartungsstrategie entscheidende Vorteile. Denn während Servomotoren und -verstärker generell sehr langlebig sind, müssen die damit verbundenen mechanischen Teile regelmäßig gewartet werden.
Unternehmen, die Bauteile basierend auf deren tatsächlichem Zustand ersetzen, vermeiden so das Austauschen von Teilen, die noch kaum Verschleißerscheinungen vorweisen. Ist das Gegenteil der Fall und Teile werden stärker abgenutzt als erwartet, kann eine vorausschauende Wartung sogar kostspielige Stillstandzeiten und Schäden an Maschinen vorbeugen.
Servoanwendungen vorausschauend warten
Mit einer zustandsorientierten Wartungsstrategie ist es möglich, so gut wie alle mechanischen Systeme und Komponenten in Echtzeit zu überwachen. Integrierte Sensoren an Servoverstärkern und -motoren liefern dabei einen genauen Überblick über den Zustand der internen Komponenten. Außerdem werden so auch mit den Antrieben verbundene mechanische Bauteile wie Kugelumlaufspindeln, Riemen und Getriebe überwacht, die anfälliger sind und deshalb öfter instandgesetzt oder ersetzt werden müssen.
Durch die Übermittlung dieser Informationen an die im Servoverstärker integrierten KI-gestützten Prognosemodelle ist es möglich, Anomalien in den Servosystemen zu identifizieren und potenzielle Probleme frühzeitig zu erkennen. Mithilfe dieser umsetzbaren Erkenntnisse werden Abnutzungserscheinungen genau zum richtigen Zeitpunkt behoben – bevor es zu Ausfällen kommt, aber nur dann, wenn es auch nötig ist.
Um diesen Wartungsansatz erfolgreich umsetzen zu können, müssen große Mengen an gerätespezifischen Daten aus Servoantrieben vorliegen, die in die KI-Simulationen eingespeist werden. Diese bestimmen die Qualität des Modells, sprich dessen Genauigkeit, Empfindlichkeit und Präzision. Für einzelne Benutzer ist es allerdings oft schwierig, die benötigten Informationen zu generieren und zu sammeln. Unternehmen profitieren deshalb enorm von der jahrzehntelangen (datengestützten) Erfahrung eines Automatisierungsanbieters.
Datenanalyse seit 1987
Im Jahr 1987 führte Mitsubishi Electric seinen ersten vollständig digitalen Servoverstärker ein. Seitdem sammelt das Unternehmen Betriebsdaten mit und über seine Servos und deren Peripheriegeräte. Diese Informationen bilden die Grundlage für ein tiefgreifendes Verständnis aller mechanischen Systeme, die von seinen Motoren angetrieben werden.
Mithilfe dieses umfassenden Datenspeichers entwickelte Mitsubishi Electric ein fortschrittliches Diagnosetool für die vorausschauende Wartung seiner neuesten Servomotoren und -verstärker der MELSERVO MR-J5-Serie. Diese Lösung nutzt die unternehmenseigene Deep-Learning-KI-Technologie Maisart® (Mitsubishi Electric's AI creates the State-of-the-ART in Technology), um zum Beispiel die Abnutzung mechanischer Komponenten zu erkennen, bevor eine Wartung erforderlich ist.
Dieses Konzept zur vorausschauenden Wartung basiert auf ‘Deep Reinforcement Learning‘. Hierbei handelt es sich um eine KI-Anwendung, die Daten automatisch verarbeitet und so selbstständig lernt, Muster und Anomalien zu erkennen. Anwender können so in kürzester Zeit ein intelligentes Setup implementieren, ohne dass sie über fortgeschrittene Kenntnisse in Programmierung oder maschinellem Lernen verfügen müssen.
Vor allem aber orientiert sich das Wissen an dem individuellen System, in dem die Servos eingesetzt werden. Verschiedene Anwendungen haben alle ihren eigenen optimalen Anlagenzustand. Die KI bestimmt die idealen Betriebsparameter und -bedingungen sowie jegliches Verhalten, das als Anomalie betrachtet werden soll.
Ergänzt werden diese Fähigkeiten durch die Netzwerktechnologie CC-Link IE TSN mit Gigabit-Bandbreite und Time-Sensitive Networking (TSN)-Funktionalitäten. Dadurch sind die Servoantriebe in der Lage große Datenmengen für zeitkritische Steuerungsaufgaben sowie weniger flüchtige KI-Analyseinformationen zeitnah und ohne Verzögerungen zu übertragen.
Vielseitige Servos für optimierte Produktionsprozesse
Die MELSERVO MR-J5 Servos optimieren allerdings nicht nur die Wartungsaktivitäten. Sie sind zudem darauf ausgelegt, die Produktivität und Energieeffizienz in einer Vielzahl von Anwendungen zu maximieren. Beispielsweise umfassen sie ein Portfolio von schnellen, extrem leistungsstarken Motoren mit minimaler Baugröße, die eine maximale Geschwindigkeit von 6.700 U/min erreichen können. Die Produktpalette umfasst außerdem kompakte Servoverstärker mit einem Drehzahl-/Frequenz-Ansprechverhalten von 3,5 kHz und Kommunikationszyklen von 31,25 μs.
Um Energie zu sparen, ist der MR-J5D Verstärker zudem mit einer Rückspeiseeinheit ausgestattet. So werden der Stromverbrauch und die Umweltbelastung von servobasierten Anwendungen reduziert.
Durch die Kombination von innovativer Wartung, Leistung und Effizienz optimieren die neuesten Servosysteme von Mitsubishi Electric wichtige Produktionsprozesse. Zudem minimieren sie Stillstandzeiten und verbessern die Produktivität.
Indem sie modernste Datenwissenschaften, wie beispielsweise künstliche Intelligenz, mit leistungsstarken und effizienten Komponenten zusammenbringen, können Unternehmen ihre Produktivität erheblich steigern. Unter anderem wird mithilfe zustandsorientierter Überwachung und vorausschauender Wartung die Anlagenverfügbarkeit verbessert. Basierend auf diesen Ansätzen entwickelte Mitsubishi Electric seine neuesten Servosysteme. Mit ihnen will das Unternehmen seinen Kunden dabei helfen, Ausfallzeiten zu minimieren und gleichzeitig ihre Produktivität deutlich zu steigern.
Bürstenbehaftete Gleichstrommotoren mit verbessertem Thermomanagement
Mehr Dauerdrehmoment und höherer Korrosionsschutz
Motoren & Antriebstechnik

Die robusten bürstenbehafteten Gleichstrommotoren der Baureihe GR von Dunkermotoren sind überarbeitet worden, um das Thermomanagement weiter zu verbessern. Um die Wärmeabstrahlung zu optimieren, wurden die bisher verzinkten, silbernen GR Motoren auf ein schwarz beschichtetes Gehäuse (KTL-Beschichtung) umgestellt. Dadurch kann ein um bis zu 10% höheres Drehmoment dauerhaft abgerufen werden, was in einer gesteigerten Abgabeleistung resultiert. Durch das verbesserte Thermomanagement wird eine Leistungssteigerung erreicht, ohne den Verlauf der Motorkennlinie zu verändern. Die Änderung kann ohne jegliche Anpassung in bestehende Anwendungen eingeführt werden. Korrosionsbeständige Tauchlackierung Mit der bisherigen galvanischen Zinkbeschichtung des GR 80 konnten Korrosions- und Hygieneanforderungen der Bahn- und Lebensmittelindustrie nicht abgedeckt werden. Bereits seit geraumer Zeit werden für solche Anwendungen Gehäuse mit KTL-Beschichtung (Kathodische Tauchlackierung in der Farbe Schwarz) als Sonderlösung verwendet. Diese hat den Salzsprühtest nach DIN EN ISO 9227 über 192 Stunden mit Bravour bestanden. Um diese Technik allen Kunden zur Verfügung zu stellen, wird die Beschichtungsart auf die Standard-Produkte übertragen. Durch diese Maßnahme ist die Produktlinie GR auch weiterhin bestens für die Zukunft gerüstet.
Bürstenlose 32-mm Flachmotoren
Leistungsoptimierter Motor mit maximal 32 W Dauerleistung
Motoren & Antriebstechnik

Portescap hat den bürstenlosen, genuteten Flachmotor 32ECF als Ergänzung seines Portfolios vorgestellt. Mit einem Durchmesser von 32 mm und einer Gesamtlänge von 17,6 mm sowie dem 8-poligen Design bieten die Motoren eine hohe Leistungsdichte. In einem flachen Aufbau verwendet der 32-mm-Motor eine Außenrotorkonfiguration mit einem Luftspalt zwischen der Spule und der magnetischen Struktur, die radial geführt wird. Mehr Leistung trotz wenig Platz Das elektromagnetische Design des Motors wurde für eine höhere Leistung optimiert, mit einer Optimierung des Motorregulierungsfaktors (R/K^2) um 45% im Vergleich zu den standardmäßig verfügbaren Optionen. Der Motor liefert außerdem eine maximale Dauerleistung von 32 W bei 10.000 U/min in einem flachen 32-mm-Formfaktor – dies ist 19 % höher als bei vielen vergleichbaren Lösungen. Der Motor bietet bei Bedarf zahlreiche Möglichkeiten zur individuellen Anpassung. Der neue 32ECF ist eine ausgezeichnete Wahl für alle Anwendungen, die eine leistungsfähige, aber platzbeschränkte Antriebslösung erfordern, wie z. B. elektrische Greifer, die Laborautomatisierung, Infusionssysteme, Serviceroboter und LiDar (Light Detection and Ranging).
Edelstahlwälzlager für vielfältige Anwendungen
Zahlreiche Lagertypen für den Einsatz in korrosiven Umgebungen verfügbar
Motoren & Antriebstechnik

Im umfangreichen Edelstahlportfolio von Findling sind Wälzlager mit Basiswerkstoffen für verschiedene Einsatzbedingungen zu finden – zum Beispiel Edelstahl der Typen AISI440C, AISI316L, AISI304, AISI420 oder Wälzlagerstahl 100Cr6 mit Beschichtungen aus Zink-Eisen oder Zink-Nickel. Auch Keramik und Hochleistungswerkstoffe wie AISI630 oder Titan sind möglich. Da auch mit Edelstahl kein kompletter Rostschutz erreichbar ist, wird für besonders anspruchsvolle Umgebungen, zum Beispiel im Offshore-Bereich, eine spezielle Beschichtung angeboten, um die Anforderungen des Salzsprühnebeltests nach DIN EN ISO 9227 gewährleisten zu können.
Für eXtreme Anforderungen
Ein spezielles Edelstahl-Sortiment bietet Findling mit der Xclean-Serie: Sie umfasst Rillenkugellager, Pendelkugellager, Axiallager, Nadellager und etliche andere Baureihen, die sich für den Einsatz in feuchten, korrosiven oder aggressiv chemischen Umgebungen eignen. Die Xclean-Wälzlager sind beispielsweise geeignet für den Einsatz im Freien, für medizinische Applikationen, im Automotive-Bereich oder bei lebensmittelverarbeitenden Maschinen und Anlagen. Xclean-Wälzlager müssen je nach Ausführungsart im Salzsprühtest eine Resistenz gegen Rotrostbildung von 40 bis 720 Stunden aufweisen. Die Xclean-Serie gehört zur Produktfamilie ABEG® eXtreme – sie gewährleistet hohe Leistungsfähigkeit gepaart mit verlängerter Lebensdauer und kurzen Lieferzeiten zu einem sehr guten Preis-Leistungsverhältnis.
Energie einsparen mit effizienten und kompakten Antrieben
Potenziale in Zeiten steigender Energie- und Rohstoffpreise nutzen
Motoren & Antriebstechnik

Um satte 25 Prozent ist laut Statistischem Bundesamt der Industriestrompreis in Deutschland von 2021 auf 2022 innerhalb eines Jahres gestiegen, aktuell wird der Preis mit 26,64 Cent pro Kilowattstunde angegeben. Schaut man zehn Jahre zurück, hat sich der Preis gegenüber 14,33 Cent/kWh im Jahr 2012 sogar um 86 Prozent erhöht. Angesichts dieser Entwicklungen rückt das Thema Energiesparen verstärkt in den Fokus von Maschinen- und Anlagenherstellern. Insbesondere elektrische Antriebe bieten hier große Potenziale.
Hocheffiziente bürstenlose Motoren und Schrittmotoren
Für das Einsparen von Energiekosten empfehlen sich beispielsweise bürstenlose Motoren als Ersatz für Asynchronmotoren. Bei einer Anwendung im 12-Stunden-Betrieb an 300 Tagen im Jahr verbraucht ein Asynchronmotor mit 60 W Ausgangsleistung etwa 472 kWh. Wird stattdessen ein bürstenloser Motor mit 60 W Nennleistung verwendet, sinkt der Verbrauch auf 274 kWh – eine Ersparnis von rund 200 kWh. Bei einer größeren Anlage mit mehreren Achsen summiert sich dies schnell und bringt deutliche Kostenvorteile.
Im Bereich der Schrittmotorantriebe können ähnliche Einspareffekte durch den Einsatz von High-Torque-Schrittmotoren oder hocheffizienten Schrittmotor-Treiber-Kombinationen der AZ-Serie von Oriental Motor erzielt werden. Letztere dienen auch als Antrieb in diversen Linear- und Rotativ-Aktuatoren.
Materialeinsparung durch kompakte Anlagen
Weitere Einsparungen sind beim eingesetzten Material möglich. Kompakte Antriebe halten die Gesamtanwendung klein, was sich positiv auf die Materialkosten auswirkt. Anstelle eines dreiphasigen Asynchronmotors mit 90 W Ausgangsleistung und 90 mm Flanschmaß kann alternativ ein bürstenloser Motor mit 120 W Nennleistung verwendet werden. Dieser hat das gleiche Flanschmaß, aber eine um rund 85 mm kürzere Motorlänge. Zudem wiegt der bürstenlose Motor zwei Kilogramm weniger.
Die Entwicklung von effizienten Antrieben mit möglichst kompakten Baugrößen steht bei Oriental Motor seit vielen Jahren im Fokus. So wurde bereits 2008 die AR-Schrittmotorserie vom japanischen Ministerium für Wirtschaft, Handel und Industrie (METI) mit einem Preis für überragende Energiesparleistung ausgezeichnet.
Weniger Varianten für mehr Effizienz
Mit dem zum Patent angemeldeten DuoDrive-Konzept bringt NORD DRIVESYSTEMS eine bahnbrechende Neuheit auf den Markt: Der innovative Getriebemotor im hygienischen Washdown-Design integriert den IE5+ Synchronmotor komplett in das Gehäuse eines einstufigen Stirnradgetriebes. Anwender profitieren neben einem optimierten Systemwirkungsgrad von vielen weiteren Vorteilen.
Motoren & Antriebstechnik

Der IE5+ Synchronmotor von NORD setzt bereits neue Maßstäbe in Bezug auf die Energieeffizienz. Mit der vollständigen Integration des Motors in das Gehäuse eines einstufigen Stirnradgetriebes sorgt das kompakte DuoDrive-System jetzt noch einmal für eine deutlichere Senkung des Energieverbrauchs als das bewährte LogiDrive-Konzept – einer Kombination aus IE5+ und NORDBLOC.1 Kegelradgetriebe.
Wirtschaftlich und zukunftssicher
„Der kompakte Bauraum, die hohe Leistungsdichte und die sehr geringen Geräuschemissionen sind nur einige positive Eigenschaften unseres neuen Getriebemotor DuoDrive“, berichtet Jörg Niermann, Bereichsleiter Marketing bei NORD DRIVESYSTEMS. „Weitere wichtige Merkmale sind der hohe Systemwirkungsgrad und die konsequente Variantenreduktion bei gleichzeitig glatter, unbelüfteter und kompakter Bauweise.“ Da viele Verschleißteile entfallen, sinkt auch der Wartungsaufwand für die Antriebskomponenten. Hinzu kommt die einfache Inbetriebnahme der Komplettlösung per Plug-and-play.
Das Konzept der vollständigen Integration eines Motors in das Getriebegehäuse ist komplett neu und wurde zum Patent angemeldet. DuoDrive bietet mit bis zu 92 % einen der höchsten Wirkungsgrade eines Getriebemotors dieser Leistungsklasse am Markt und erreicht auch im Teillastbetrieb eine sehr hohe Systemeffizienz. Die erste verfügbare DuoDrive-Baugröße deckt Getriebeübersetzungen von i=3,24 bis i=16,2 ab und ist für den Abtriebsdrehmomentbereich bis 80 Nm und Drehzahlen bis 1.000 min-1 ausgelegt.
Kompakt und leistungsstark
„Durch die Kombination von Motor und Getriebe in einem Gehäuse ist das System besonders leicht und kompakt bei enormer Leistungsdichte“, erklärt Niermann. DuoDrive ist schmaler als Wettbewerbsprodukte und bietet dadurch ein geringes Gassenmaß in Fördertechnikinstallationen Ein weiterer Vorteil: „Zahlreiche Verschleißteile wie Wellendichtringe fallen weg und damit reduzieren sich Wartungsaufwand und Reibungsverluste deutlich. Weniger Zahneingriffe und weniger Lagerstellen tun ein Übriges.“ Durch das minimierte Ölvolumen sind auch die Plantschverluste geringer. Die DuoDrive-Konstruktion kann ohne jegliche Änderungen und mit dem gleichen Ölvolumen in verschiedenen Einbaulagen montiert werden. Dadurch sinkt die Variantenzahl in Intralogistikprojekten. Da die Leistung des Getriebemotors ohne Änderung der äußeren Abmessungen im gleichen Design skaliert werden kann, ist bei Leistungsanpassungen keine Änderung des Anlagenlayouts erforderlich. Das spart Zeit, Aufwand und Kosten.
Weniger Varianten, weniger Kosten
DuoDrive ermöglicht auch eine gezielte Variantenreduzierung durch das konstante Drehmoment über einen weiten Drehzahlbereich. So können administrative Aufwände minimiert und Herstellungs-, Logistik-, Lager- und Serviceprozesse schlanker gestaltet werden. „DuoDrive kombiniert die Vorteile des Baukastens und des höheren Wirkungsgrades mit den Möglichkeiten der Variantenreduzierung und amortisiert sich so innerhalb kurzer Zeit“, so Niermann. Positiv ist auch die signifikante Reduktion der Gesamtbetriebskosten (TCO): „Das System wird unter Ausnutzung der hohen Überlastfähigkeit der Motoren und des großen Verstellbereichs der Flachgetriebe kundenindividuell zugeschnitten und gezielt auf das jeweilige Lastkollektiv der Anlage ausgelegt.“ DuoDrive ist modular im Baukastensystem mit allen Getrieben und der Antriebselektronik von NORD DRIVESYSTEMS kombinierbar. So entstehen Systemlösungen für die Intralogistik aus einer Hand, bei denen alle Teile nahtlos aufeinander abgestimmt sind. Durch seine Bauweise und den Betrieb am Frequenzumrichter kann das DuoDrive mit der gleichen Motorvariante weltweit universell eingesetzt werden.
Mit Marktstandards kompatibel
Das DuoDrive kann mit allen marktüblichen Hohlwellenabmessungen (20 bis 40 mm) sowie Flanschausführungen (B5 und B14) oder einer Drehmomentstütze ausgestattet werden. Für den Motoranschluss sind je nach Kundenwunsch Harting HAN-Stecker, M12-Rundsteckverbinder oder eine Klemmenleiste vorgesehen. Auch verschiedene Optionen wie zum Beispiel Drehgeberrückführung oder eine Haltebremse sind mit dem DuoDrive möglich. Da es leicht zu reinigen, korrosionsbeständig und wash-down-fähig ist, ist das DuoDrive auch für den Einsatz in hygienesensiblen und rauen Umgebungen geeignet und sorgt durch geringeren Reinigungsaufwand für höhere Anlagenverfügbarkeit und geringere Reinigungskosten. Optional kann das Antriebssystem mit der besonders robusten Oberflächenveredelung nsd tupH von NORD ausgerüstet werden, auch Schutzarten bis IP 69K sind bei entsprechender Konfiguration der Anschlussleitungen möglich.
Ein angenehmeres Arbeitsklima
Die insgesamt geringeren Verluste des DuoDrive senken auch die Verlustleistung, die als Wärme abgeführt werden muss. Der Getriebemotor kommt daher ebenso wie der IE5+ Motor ohne Lüfter aus und die Lärmemissionen betragen maximal 65 dB(A). Positiv wirken sich auch die geringeren Vibrationen durch die gegengelagerte Motorwelle aus. So sorgt DuoDrive für ein angenehmeres Arbeiten z. B. in Fördereinrichtungen am Flughafen-Check-in oder an Warenausgaben im B2C-Bereich. Der lüfterlose Betrieb verhindert die Verwirbelung von Stäuben und Keimen, was Anwendungen im Reinraum- und Hygieneumfeld ebenso zu Gute kommt wie der Luftqualität am Arbeitsplatz. Die geringere Wärmeverlustleistung bewirkt angenehmere Temperaturen in Logistikzentren und erhöht die Arbeitssicherheit, da die Antriebsoberflächen gefahrlos berührt werden können.
Energieeffizienz neu definiert
Die besonders energieeffizienten IE5+ Permanentmagnet-Synchronmotoren im DuoDrive zeichnen sich durch deutlich geringere Verluste als die IE4-Baureihe aus. Der IE5+ Motor erreicht seinen hohen Wirkungsgrad über einen breiten Drehmomentbereich und ist damit optimal für den wirtschaftlichen Betrieb im Teillastbereich ausgelegt. Er bietet eine hohe Leistungsdichte bei geringem Bauraum. So kann beispielsweise mit einem Motor der Baugröße 71 bis zu 40% Platzersparnis gegenüber herkömmlichen Asynchronmotoren erreicht werden – und auf gleichem Bauraum kann ein leistungsstärkerer Motor mit höherer Energieeffizienz integriert werden. Durch die höhere Leistungsdichte ist ein IE5+ Synchronmotor der 4,8 Nm Drehmoment liefert nicht größer als ein bisheriger IE1-Motor mit 1,24 Nm. Dank des modularen skalierbaren Motordesigns sind außerdem drei Leistungsklassen in einem Gehäuse möglich geworden, indem je nach Bedarf ein, zwei, oder drei Rotorpakete in ein Gehäuse eingesetzt werden.
Die 71er Baugröße für den Leistungsbereich von 0,35 bis 1,1 kW mit einem Dauerdrehmoment von 1,6 bis 4,8 Nm ist bereits seit 2020 auf dem Markt. Jetzt erweitert die Baugröße 90 mit einem Dauerdrehmoment von bis zu 18,2 Nm bzw. einem Leistungsbereich von bis zu 4,0 kW das hocheffiziente Synchronmotoren-Portfolio des Herstellers. Der IE5+ Synchronmotor ist sowohl in belüfteter als auch glatter Ausführung verfügbar. Auf Wunsch wird er mit einer sehr glatten Oberfläche versehen und lässt sich mit der Oberflächenveredelung nsd tupH kombinieren.
Softwaretools für eine erfolgreiche Montage mit Robotern
Das Fraunhofer IPA hat mehrere Tools für eine systematische und vereinfachte Montageautomatisierung auch bei Herausforderungen wie einer variantenreichen Produktion entwickelt. Die Lösungen werden vom 4. bis 7. Oktober 2022 auf der Motek in Stuttgart

Die Montage ist noch immer der Produktionsschritt, in dem vergleichsweise wenig Roboter im Einsatz sind. Nur deutlich unter 20 Prozent aller 2020 verkauften Industrieroboter werden für Fügeprozesse genutzt. Zwar möchten viele Unternehmen hier gerne mehr auf Robotik setzen. Sie stehen aber oft vor Hürden, die die Automatisierung erschweren. Genau hier setzen die Entwicklungen des Fraunhofer IPA an, indem sie diese Hürden senken oder gleich ganz beseitigen.
Automatisierbarkeit frühzeitig prüfen
Oft lässt sich schon im Planungsprozess eines Bauteils die entscheidende Weiche dafür stellen, dass das Bauteil später automatisiert gefertigt werden kann. Ob es hierfür passend geplant ist, können Unternehmen mit der Software NeuroCAD prüfen lassen. „Unsere Software analysiert mithilfe maschineller Lernverfahren Bauteileigenschaften und ermittelt daraus eine Einschätzung, inwieweit sich ein Bauteil für eine Montageautomatisierung eignet“, erklärt Entwickler und Projektleiter Raoul Schönhof vom Fraunhofer IPA. Unternehmen können auf https://neurocad-dev.web.app/dashboard ihre im CAD-System generierten STEP-Dateien kostenlos hochladen und erfahren innerhalb weniger Sekunden, wie einfach oder schwierig ein Bauteil zu vereinzeln ist. Außerdem bewertet das Tool die Greifflächen und die Ausrichtbarkeit des Bauteils. Zusätzlich nennt das neuronale Netz eine Wahrscheinlichkeit dafür, dass es mit seinem Ergebnis richtig liegt. NeuroCAD hilft, unvorteilhafte Bauteilkonstruktionen noch im Planungsprozess zu vermeiden und Montageprozesse zu beschleunigen.
Montageautomatisierung systematisch und automatisiert planen
Neben dem Bauteil selbst können auch vielfältige andere Faktoren im Fügeprozess eine automatisierte Ausführung erschweren, sei es aus technischen oder wirtschaftlichen Gründen. Um diese Gründe zu ermitteln und Abhilfe zu schaffen, führt das Fraunhofer IPA bereits seit Jahren weltweit die Automatisierungs-Potenzialanalyse (APA) durch. „Dabei gehen wir durch die Produktion und analysieren diese. Eine von uns entwickelte App unterstützt dabei, die einzelnen Prozessschritte zu erfassen, wertet die Eingaben aus und informiert über Automatisierungspotenziale“, erklärt Joshua Beck, der als wissenschaftlicher Mitarbeiter am Fraunhofer IPA arbeitet und die App mitentwickelt hat. Indem die App technische und wirtschaftliche Aspekte berücksichtigt, bietet sie eine umfangreiche Datenbasis für Investitionsentscheidungen. Neben der Montage kann sie auch Prozesse wie die Demontage oder das Maschinenbestücken analysieren.
Auch beim Planen und Durchführen einer Montage kann Automatisierung eine Anwendung optimieren. Wie das möglich wird, zeigt die neue, drei Komponenten umfassende Software Assemblio Assembly Suite. Die Software nutzt eine Künstliche Intelligenz (KI), die sogenannte STEP-Dateien analysiert und auswertet. Jedes CAD-System kann diese informationsreichen Dateien generieren. Sie liefern der Komponente „3D-Analyse-KI“ alle notwendigen Informationen, um strukturierte Montageinformationen präzise abzuleiten. Die zweite Komponente von Assemblio ist der „Assembly Composer“, der die extrahierten Montageinformationen aus der STEP-Datei ausliest und in ein grafisches Tool für die Montageplanung einspeist. Das Tool zeigt Anwenderinnen und Anwendern montagerelevante Informationen vereinfacht grafisch an, sodass sie die Montage spielend einfach und fehlerfrei planen können. Die KI-Montageassistenz „KIM“ komplettiert das Trio an Komponenten. Sie erstellt automatisch und kostengünstig Montageassistenzen zur interaktiven Unterstützung des Personals. Die Assistenz ist variabel und kann 2D- oder 3D-basiert sein oder auf Augmented Reality basieren. Erste Nutzerstudien zeigen eine Zeitersparnis von bis zu 92 Prozent, wenn Assemblio zum Einsatz kommt. Die IPA-Ausgründung „Assemblio“ führt die Technologie aktuell zur Marktreife.
Beherrschung der Variantenvielfalt
Eine häufige Hürde für die Montageautomatisierung ist die zunehmende Variantenvielfalt, die bisher mit hohen Programmieraufwänden einhergeht. Diese Aufwände machen den Einsatz von Robotik schnell unwirtschaftlich. Genau hier setzt die Software pitasc an: Mithilfe direkt einsetzbarer Bausteine oder „Skills“ lassen sich Roboterprogramme einfach zusammenstellen. „Bisher war es erforderlich, ein Robotersystem für jede Anwendung weitgehend neu zu programmieren. Mit unserer Software sind einmal modellierte Aufgaben schnell auf neue Produktvarianten, Produkte und sogar auf Roboter anderer Hersteller übertragbar, indem lediglich die Parameter angepasst werden“, sagt Frank Nägele, Leiter der Gruppe Roboterprogrammierung und -regelung am Fraunhofer IPA. Auf der Messe können die Gäste einen Demonstrator erleben, der fünf Varianten von Reihenklemmen auf eine Hutschiene steckt. Wird eine Variante gewechselt, müssen lediglich fünf Parameter angepasst werden – eine Sache von unter fünf Minuten. Gemeinsam mit der Firma Wago hat das Fraunhofer IPA diesen Anwendungsfall bereits erfolgreich in einem Testszenario umgesetzt.
Eine zweite Aufgabe des Roboters zeigt, was sich forschungsseitig tut, um die Montageautomatisierung voranzubringen. So setzt das Verbundforschungsprojekt rob-aKademI auf selbstlernende Roboter. Das Projekt hat das Ziel, die flexible Roboterprogrammierung für Montageaufgaben mit wenig Aufwand zu ermöglichen. Es adressiert vornehmlich Unternehmen, die einen einfachen, aber zukunftsfähigen Einstieg in die roboterbasierte Montageautomatisierung suchen. Hierfür ist eine Simulationsumgebung entstanden, in welcher der Roboter auf Basis von CAD-Daten und mithilfe der KI-Methode des „Reinforcement Learning“, also dem Prinzip aus Versuch und Irrtum, das Montieren lernt. Er lernt dabei auch, mit Toleranzen des Werkstücks oder Ungenauigkeiten im Prozess umzugehen. So soll eine roboterbasierte robuste Montage bis hin zu Losgröße 1 möglich werden.
Motek 2022, Halle 7, Stand 711
Chancen für eine optimierte Montage
Kleine kollaborierende Sechsachs-Roboter (Cobots) spielen in Produktions- und Montageprozessen eine immer wichtigere Rolle. Ihr Aktionsradius kann ohne Weiteres durch Linearachsen erweitert werden, mit deren Hilfe die Cobots horizontal oder vertikal an den jeweiligen Einsatzort bewegt werden können. In Verbindung mit höhenverstellbaren Arbeitsplätzen und Pick-to-light-Systemen eröffnen sie ganz neue Montagekonzepte.
Automatisierungstechnik

Cobots können Montagewerker in vielerlei Hinsicht unterstützen: Sie heben schwere Gegenstände oder übernehmen monotone, einseitig belastende Aufgaben wie das wiederholgenaue Anreichen von Teilen. Damit entlasten sie den Werker und schonen seine Gesundheit. Auch für bahngesteuerte Tätigkeiten, die ein Mensch entweder nicht so präzise, dauerhaft oder schnell und sicher ausführen kann wie eine Maschine, bieten sich kollaborierende Roboter an. Dazu zählt beispielsweise das Eindrehen besonders filigraner Schrauben oder das Setzen von Niet- oder Klebeverbindungen. Zudem leisten Cobots wertvolle Dienste in Zeiten des Fachkräftemangels.
Cobot-Hubsäulenanbindung am Montageplatz
Die sechs Antriebsachsen des Cobots können durch eine siebte oder weitere Zusatzachsen erweitert werden, um seinen Aktionsradius zu erweitern. Die Vergrößerung des Aktionsradius lässt sich beispielsweise mithilfe des Lineartechnikportfolios von RK Rose+Krieger erreichen. So dienen Hubsäulen wie der Powerlift Z der elektrischen Höhenverstellung des Cobots (Y-Achse). Linearachsen aus der RK MonoLine- oder RK DuoLine-Baureihe verfahren den Cobot zusätzlich auf der X- und Z-Achse und erweitern so seine Reichweite, beispielsweise um mehrere Arbeits- oder Ablageplätze miteinander zu verknüpfen.
Die Leistung des Cobots hängt davon ab wie groß und schwer die zu handhabenden Teile sind. Sie kann durch Auswahl der entsprechenden Cobot-Größe und entsprechende Dimensionierung der Linearachsen und Hubsäulen angepasst werden. Viele Cobot-Anwendungen benötigen ein System zur Bildverarbeitung, zum Beispiel um Teile aus einer unsortierten Kiste zu greifen, optische Qualitätsprüfungen durchzuführen oder um die korrekte Positionierung bei Pick-and-place-Aufgaben zu kontrollieren.
Ein Beispiel: Der Werker legt ein fertig montiertes Bauteil auf einer vorgegebenen Fläche auf dem Arbeitsplatz ab und gibt dem Cobot per Knopfdruck ein Zeichen, dass das Teil zum Abtransport bereit ist. Der Cobot bewegt sich über die Linearachse und die Hubsäule in die korrekte Position, erkennt das Werkstück, über ein 3D-Kamerasystem, misst die Höhe und erkennt ob er höher oder tiefer greifen muss. Anschließend nimmt er das Teil auf und transportiert es zur nächsten Station. Dies kann in einer verketteten Arbeitswelt die Ablage seines nächsten Arbeitsplatzes sein, ein Vorratsbehälter oder eine Packstation.
Ergonomie trifft Ökonomie und Effizienz
Die Ansprüche an moderne Arbeitstische sind vielfältig und mit Standard-Produkten oft nicht zufriedenstellend zu entsprechen. Rose+Krieger hat seinen RK Easywork, der ideal als Basis für Cobot-Montageplätze geeignet ist, deswegen neu gedacht und mit zahlreichen Features ausgestattet, die den Arbeitstisch zu einer attraktiven aufgabenspezifischen Lösung machen. Er zeichnet sich aus durch gute Ergonomie und hohe Individualisierbarkeit. Der RK Easywork ist flexibel umrüstbar und sowohl als Standardtisch als auch als optimal auf den Arbeits- und Fertigungsprozess abgestimmte Sonderlösung erhältlich. Attraktiv ist er damit vor allem für Klein- und Mittelserien, deren Nutzung nicht dauerhaft festgesetzt ist. Auch nach Jahren ist der robuste Arbeitstisch dank des Baukastensystems erweiterbar und in seiner Funktionalität veränderbar.
SETAGO®-Pick2Light in der Bauteilmontage
Kombiniert man den RK Easywork in der Bauteilmontage mit einem per Linearachse und Hubsäule mobilisierten Cobot, ist der logische Schritt, um aus einem sicheren, kollaborativen und ergonomischen Montageplatz auch noch einen 100% fehlerfreien zu machen die Ergänzung um ein SETAGO®-Pick2Light-System. Die Pick-to-light-Anwendung gibt dem Werker über ein grünes Licht vor, welches Teil er aus welchem Bereitstellungskasten nehmen und montieren muss und führt ihn so durch den Montageprozess. Bei Fehlgriffen leuchtet das Licht rot.
Solche ursprünglich in der Intralogistik und Kommissionierung eingesetzten Systeme werden in immer mehr produzierenden Unternehmen zur Unterstützung der Mitarbeitenden eingesetzt. Bei hoher Variantenvielfalt können mit einem Pick2Light-System Produktionsfehler in der Bauteilmontage vermieden werden. Das Montageleitsystem ist besonders einfach und intuitiv zu installieren und in Betrieb zu nehmen. Genauso einfach gestaltet sich der Anlernprozess für den Werker.
Jeder Arbeitsschritt wird vorgegeben und nach Durchführung bestätigt. Dies erfolgt entweder über einen Sensor, der die Entnahme des richtigen Teils überwacht oder durch Bestätigung mittels Taste oder Fußschalter. Möglich ist auch die Anbindung eines Schraubsystems, das den Schraubvorgang erst bei Erreichen des Drehmoments als abgeschlossen registriert und den nächsten Schritt freigibt. Falsch entnommene Teile werden sofort durch rotes Aufleuchten signalisiert. Der Fehler muss erst beseitigt werden, bevor der Prozess fortgesetzt werden kann.
Montageanleitungen können anhand eines QR-Codes gescannt und gestartet werden. Über WLAN kann die Anleitung sogar direkt auf den Arbeitsplatz übertragen oder wenn nötig angepasst werden. Zur visuellen Unterstützung ist es möglich, Bilder des Montageschrittes mit dem Smartphone direkt in die Arbeitsanweisung hochzuladen. Umständliches Datenhandling ist nicht erforderlich. Mit einfachen Schritten können Informationen aus dem ERP-System zum Produkt weiterverwendet werden, um die Montageanleitung zu erstellen. Durch Anbindung von Sensoren und anderen Weiterschaltbedingungen wird sichergestellt, dass sämtliche Arbeitsschritte korrekt durchgeführt werden. SETAGO® kann auch zur Kommissionierung von Produktionsanlagen verwendet werden. Auf diese Art und Weise werden fehlerfrei alle benötigten Teile für die Montage eines Produktes zusammengestellt.
Ein Fazit
Ein Cobot-unterstützter Arbeitsplatz verbindet die Stärken beider „Systeme“, Mensch und Roboter. Der Mensch ist flexibler und kann dank Wahrnehmung und Intuition viele Aufgaben übernehmen, die ein Cobot heute noch nicht realisieren kann. Auch bei Störungen ist der Mensch dem Cobot überlegen, weil er Probleme schneller in Ihrer Gesamtheit erfassen und direkt beheben kann. Ein Roboter hingegen kann schwere und monotone Arbeiten präzise und wiederholgenau erledigen ohne zu ermüden oder körperliche Beeinträchtigungen zu riskieren. Der Cobot übernimmt Arbeiten, die der Mensch auf Dauer nicht machen möchte oder sollte.
Flexibles Linearsystem
Robuste Führung mit hoher Präzision und geringer Reibung
Motoren & Antriebstechnik

Die mattschwarze Laufschiene der O-Rail von Rollon hat ihre Farbe nicht aufgrund einer ästhetischen Entscheidung. Der gehärtete, hochfeste und stark belastbare Stahl der Schiene wurde im patentierten Rollon-NOX-Verfahren schwarz oxidiert, was ihn besonders verschleißfest macht und zuverlässig vor Korrosion schützt. Die FXRG-Führung der Schiene hat drei Laufbahnen, die im Winkel von 90º angeordnet sind. Für eine hohe Tragfähigkeit, einen sanften und leisen Betrieb auch bei hohen Geschwindigkeiten sorgen Rollen mit einem massiven Außenring und zweireihigen Lagern. Diese sind mit einem Spezialfett lebensdauergeschmiert und damit dauerhaft in einem Temperaturbereich von -40 °C bis +130 °C einsatzfähig. Die feinstpolierten Laufbahnen weisen ein gotisches Profil auf, wodurch eine hohe Abrollpräzision mit sehr geringer Reibung und eine lange Lebensdauer ermöglicht wird.
Selbstausrichtendes Linearsystem
Durch die Verwendung mehrerer paralleler und beliebig verlängerbarer O-Rail Schienensegmente, in Verbindung mit einstellbaren Fest- und Loslager-Rollen, kann der Anwender eine Vielzahl von Kombinationen in der linearen Bewegung schaffen. Dabei kommt ein großer Vorteil des Linearsystems zum Tragen: Zwei parallele Schienen bilden zusammen ein selbstausrichtendes System, das Montageungenauigkeiten von +/- 1 mm axial und +/- 5º in der Rotation kompensiert. Das spart Kosten in der Anschlusskonstruktion, und trotzdem wird eine leichtgängige und verlässliche Performance erreicht.
Kompaktes ein- und zweistufiges Winkelgetriebe
IP-65 konformes Getriebe mit Auslegung für hohe Abtriebskräfte
Motoren & Antriebstechnik

Axial platzsparend, wirtschaftlich, IP65-konform und ausgelegt für hohe Radial- und Axialkräfte am Abtrieb: Das WPLHE von Neugart vereint die Vorteile des erfolgreichen PLHE als Winkelvariante.
Konkret verfügt das WPLHE sowohl über die Verzahnung eines bewährten Economy-Getriebes als auch über eine hoch performante Abtriebslagerung mit vorgespannten Kegelrollenlager, wie sie sonst üblicherweise in Präzisionsgetrieben verwendet werden. Damit toleriert das neue Winkelgetriebe hohe Radial- und Axialkräfte bis 8.000 N am Abtrieb. So lassen sich beispielsweise auch Riemenscheibenantriebe mit hohen Radiallasten als Winkelvariante realisieren.
Optional mit vormontiertem Ritzel
Da der Motor dabei im Vergleich zum koaxialen PLHE um 90° gedreht wird, bietet das WPLHE die ideale Lösung bei beengten Platzverhältnissen, zum Beispiel in Verpackungs- und anderen Sondermaschinen. Als einziges Economy-Winkelgetriebe wird es optional mit vormontiertem Ritzel angeboten. Damit ist es besonders für platz- und kostensensitive Ritzel-Zahnstangenantriebe geeignet. Dabei stehen 13 unterschiedliche Ritzel zur Auswahl: sowohl geradverzahnt als auch schrägverzahnt, von Modul 2 bis 3, mit Zähnezahlen von 15 bis 27.
Ein- und zweistufige Ausführungen
Durch die am Markt etablierte Abtriebsgeometrie mit quadratischem Abtriebsflansch und langem Zentrierbund ist das WPLHE leicht zu implementieren. Mehrere unterschiedliche Abtriebswellen-Varianten – glatt, mit Passfeder, verzahnt oder mit vormontiertem Ritzel – ermöglichen, dass sich das Winkelgetriebe sehr vielseitig einsetzen lässt. Durch die Ausführung in Schutzart IP65 ist es für raue, staubige und schmutzige Umgebungen geeignet. Für die bei Neugart übliche Lebensdauerschmierung sind auch lebensmittelgerechte und tieftemperaturbeständige Schmierstoffe verfügbar. Das neue WPLHE ist ab sofort in den drei Baugrößen 060 / 080 / 120 erhältlich, wahlweise als einstufige Variante (im Übersetzungsbereich 3 bis 10) oder als zweistufige (9 bis 100).
Motek Aussteller 2022: Halle 1 - 1607

ACE Stoßdämpfer erweitert die erfolgreiche MAGNUM-Serie und bietet jetzt erstmals selbsteinstellende Industriestoßdämpfer mit Gewinde M64 und einem Hub von 150 mm serienmäßig in einer Edelstahlausführung an, deren Hauptkomponenten komplett in Deutschland entwickelt und gefertigt werden.
Damit gelingt es ACE, den in der charakteristischen Topfform konzipierten, aus dem Vollen gedrehten Industriestoßdämpfer Made in Germany in diesem großen Format auch in Edelstahl auf den Markt zu bringen und rundet so sein Angebot für Industriestoßdämpfer mittlerer Baugröße ab. Die konstruktionstechnische Herausforderung gelang dabei auch durch die Entwicklung und Nutzung spezieller Werkzeuge zur Veredelung des langen zylindrischen Gehäuses, bei dem dank der Topfform am unteren Ende keine Dichtungen nötig sind. Viele namhafte Marktteilnehmer stellen aufgrund der Komplexität bei der Fertigung der hydraulischen Maschinenelemente ihre Dämpferbaureihen maximal in diesen Gewindegrößen mit einem Edelstahlkorpus bis zu 50 mm Hub her.
Bis zu 5.650 Nm Energieaufnahme
Die ab sofort lieferbaren Edelstahldämpfer im XL-Format bis 150 mm Hub erweitert die Möglichkeiten von Konstrukteuren in mehrfacher Hinsicht: Die Kombination aus größerem Gehäuse mit neuester Dichtungstechnik, gehärtetem Führungslager und integriertem Festanschlag steigert die Dämpfungsleistungen und Lebensdauern dieser selbsteinstellenden Dämpfer entscheidend. Mit Energieaufnahmen von bis zu 5.650 Nm und einem effektiven Massenbereich bis 63.700 kg haben Anwender jetzt noch mehr Spielraum bezüglich der Dämpfergröße und der Ausnutzung der Maschinenleistung. Dabei erweitern die Edelstahlvarianten das Applikationsspektrum deutlich. So trotzen sie besser Umwelteinflüssen und Salzwasser als konventionelle Ausführungen. Zudem erfüllen sie die strengen Hygienerichtlinien in der Medizintechnik und Lebensmittelindustrie. Und die Edelstahlausführung prädestiniert die Neuheit auch für Einsätze, bei denen die Optik zählt.
Prozessoptimierung schnell und einfach!
Branchenübergreifende und cloudbasierte Lösung zur Überwachung und Optimierung von Prozessen
Automatisierungstechnik

WeASSIST ist die innovative, branchenübergreifende Plug & Play Lösung für das umfassende und dauerhafte Monitoring aller Produktions- und Logistikprozesse – cloudbasiert, einfach installierbar, schnell nachrüstbar und breit skalierbar. Egal ob an Maschinen oder Anlagen, in der Versandlogistik oder an manuellen Arbeitsplätzen – WeASSIST von WERMA sorgt für Transparenz, digital und in Echtzeit. Das hilft, Probleme zu erkennen, bevor sie entstehen und Prozesse dauerhaft zu optimieren.
Durchblick in Echtzeit
Die Lösung bietet sich für alle Unternehmen an, die volle Transparenz in die gesamte Wertschöpfungskette bringen möchten. Die branchenübergreifende Cloud-Lösung besteht aus Hard- und Software und lässt Vernetzung und Industrie 4.0 schnell, einfach, ohne großen Installationsaufwand oder Programmierung zur Realität werden. So sind ein umfassendes Monitoring und die konsequente Optimierung aller Fertigungsprozesse einfach umsetzbar – digital, cloudbasiert und jederzeit skalierbar.
Alle relevanten Daten werden unabhängig von der Quelle (Hersteller, Typ und Alter von Maschinen oder manuellen Arbeitsplätzen) übersichtlich bereitgestellt. Anders als bei komplexen MDE/MES-Systemen oder IoT Lösungen wird mit WeASSIST jedes Optimierungspotential einfach sichtbar und auswertbar: In Echtzeit und von überall.
Schnell durchstarten
Die cloudbasierte, jederzeit nachrüstbare Lösung von WERMA ermöglicht Prozessoptimierung in einer Minute: Einfach die Hardware an Arbeitsplätzen oder Maschinen integrieren und den Softwarezugriff aktivieren. Anschließend Hardware, Software und individuelle Dashboards einrichten, Rollen und User zuweisen - Fertig. Sofort melden alle integrierten Maschinen und Arbeitsplätzen den Status über das Gateway direkt in die Software. Probleme werden direkt sichtbar und über Analysen lassen sich dauerhaft Prozessoptimierungen ableiten – nie war Optimieren so einfach.
Das System bietet sofortige und volle Transparenz über alle Arbeitsplätze, Maschinen und Anlagen und liefert Reports zur dauerhaften Optimierung sämtlicher Prozesse auf Knopfdruck. Dabei ist es flexibel und jederzeit nachrüstbar, bestehende Maschinen oder Arbeitsplätze können einfach aufgerüstet werden.
Optimierung in einer Minute
Als „out of the box“-Lösung ist die Hard- und Software schnell einsatzbereit und WeASSIST lässt sich als Retrofit-Lösung einfach in bestehende Strukturen integrieren. Den vollen Überblick gibt es dank Cloud-Lösung immer und überall und auf jedem Endgerät. Damit wird Prozessoptimierung so einfach wie nie zuvor – das nennt WERMA „Prozessoptimierung in einer Minute“.
Jede große Lösung kann auch klein beginnen!
WeASSIST bietet alle Möglichkeiten, Prozessoptimierung passgenau und individuell zu implementieren. Unabhängig davon, ob klein, mittel oder groß gestartet wird: Diese Lösung ist einfach skalierbar und dank Baukasten-Prinzip jederzeit auf spezifische Fertigungs- oder Versand-Infrastrukturen anpassbar.
Zudem sind dank der softwaregestützten Konfiguration auch individuelle Ansteuer- und Visualisierungsoptionen möglich. So kann das System einfach auf die eigenen Prozesse und Gegebenheiten angepasst werden.

Universal Robots (UR) hat die Erweiterung seines Produktportfolios um einen Cobot mit einer Traglast von 20 kg angekündigt. Der UR20 genannte Cobot zeichnet sich durch ein neues Design aus, das auf der langjährigen Erfahrung von UR basiert. Er ist die jüngste Ergänzung des bewährten Produktportfolios des Unternehmens.
Palettierung und mehr
Mit seinem ebenfalls neuen Gelenkdesign erreicht der UR20 kürzere Taktzeiten und handhabt Lasten bis zu 20 kg Gewicht. Eine Reichweite von 1.750 mm ermöglicht es dem Cobot, Teile bis zur vollen Höhe einer Standard-Europalette von zwei Metern zu stapeln. Das erweitert die Möglichkeiten für Unternehmen, die Aufgaben wie Verpacken und Palettieren automatisieren wollen. Mit einer Stellfläche von gerade einmal 245 mm Durchmesser bietet der UR 20 einen großen Arbeitsradius auch dort, wo der Platz knapp ist. Über die Palettierung hinaus sieht Universal Robots für den UR20 ein breites Spektrum weiterer Einsatzmöglichkeiten vom Schweißen bis hin zur Maschinenbeschickung. Das umfangreiche Partnernetzwerk des Unternehmens wird diese Anwendungen entwickeln. Der UR20 ist der Startschuss für eine neue Serie leistungsstarker Cobots der nächsten Generation, die die e-Series des Unternehmens ergänzen wird. Der UR20 wird voraussichtlich Ende des vierten Quartals 2022 zur Vorbestellung verfügbar sein und ab dem zweiten Quartal 2023 ausgeliefert werden.
„
Leichtbau-Lagengreifer
Für Palettierungsaufgaben mit kollaborativen Robotern
Automatisierungstechnik

Leichtbauroboter haben je nach Modell und Hersteller eine Traglast von bis zu 25 Kilogramm. Um sie für das lagenweise Palettieren und Depalettieren einzusetzen, hat die J. Schmalz GmbH ihren Lagengreifern abgespeckt. Das Ergebnis ist der gewichtsreduzierte Leichtbau-Lagengreifer ZLW, der bis zu 20 Kilogramm hebt und dabei – je nach Größe – nur zwischen vier und 7,5 Kilogramm wiegt. Damit bleibt dem Roboter genug Traglast für die eigentliche Handhabungsaufgabe.
Abgestimmte Komponenten
Der ZLW erweitert die Baureihe der Lagengreifsysteme SPZ nach unten und kann mehrere offene, hohle oder geschlossene Objekte wie Gläser, Dosen oder Kartonagen mit verschiedenen Abmaßen gleichzeitig greifen. Höhenunterschiede in der Werkstücklage gleicht er mit einem optional erhältlichen gefederten Flansch aus. Darüber hinaus konfiguriert Schmalz den Leichtbaugreifer individuell: Der Anwender erhält ein effizientes Komplettsystem mit aufeinander sowie auf die Aufgabe abgestimmten Komponenten. Auch der Vakuum-Erzeuger wird so dimensioniert, dass er nicht mehr Leistung benötigt, als es die Prozesssicherheit verlangt. Doch nicht nur das steigert die Effizienz des Handhabungsvorgangs: Auch indirekt hilft der neue Lagengreifer, den CO2-Fußabdruck gering zu halten: Kleinere Roboter benötigen weniger Leistung und unterstützen damit eine nachhaltige Automatisierung – zum Beispiel bei der Zuführung in der Produktion, bei der automatisierten Lagerhaltung oder dem End-of-Line-Palletizing.
Schmalz hat den Aufbau bewusst schlank gehalten: Das Dichtelement ist wahlweise mit einzelnen Stecksaugern oder einem Dichtschaum bestückt. Ein Rahmen verbindet diese mit der Wabenplatte, auf der ein Überdruckventil, der Vakuumschalter VSi und der Flansch montiert sind. Der Vakuum-Erzeuger steht separat.
Überwachungssystem für Roboter Energieketten
Sensor ermöglicht die Zustandsüberwachung für Energieketten in dreidimensionalen Anwendungen
Elektronik & Elektrik, Sensorik

Ob schweißen, lackieren, löten oder palettieren: Industrieroboter arbeiten dynamisch. Eine flexible 3D-Energiekette wie die triflex R von igus macht es möglich, Roboterleitungen sicher zu führen. Um potenzielle Kettenbrüche durch die extreme Belastung rechtzeitig zu erkennen und ungeplante Maschinenausfälle zu vermeiden, stellte igus mit i.Sense TR.B erste Bruchüberwachungssystem für 3D-Energieketten auf der automatica 2022 vor.
Damit ein Industrieroboter zuverlässig arbeiten kann, ist eine sichere Leitungsführung essenziell. Roboterleitungen müssen zahlreichen Biegewechsel-Zyklen sowie Belastungen durch Torsion und Zug standhalten. Mit der triflex R hat igus eine runde Energiekette mit definiertem Biegeradius speziell für Industrieroboter entwickelt, um so die Leitungen auch bei dynamischen Dreh- und Schwenkbewegungen zu schützen. Denn ein Kettenbruch kann verheerend sein: Anlagenstillstand, Fertigungsstopp und Lieferverzögerungen kosten Zeit und Geld. Um einen Kettenbruch blitzschnell zu ermitteln und teure Folgeschäden zu verhindern, hat igus eine neue und kosteneffiziente Lösung entwickelt: i.Sense TR.B – ein Echtzeit-Bruchüberwachungssystem für die dreidimensionale triflex R Energiekette.
Echtzeit-Zustandsüberwachung
Mit i.Sense TR.B wird die bewährte i.Sense Bruchüberwachung der igus smart plastics nun auch für dynamische, dreidimensionale Anwendungen möglich. Kunden können so die Sicherheit ihrer Roboteranlagen mit einer Investition von nur wenigen Hundert Euro erhöhen. Der i.Sense TR.B Sensor wird direkt an die SPS Kundensteuerung angeschlossen – ohne zusätzliche Softwarekosten. Bricht ein Kettenglied, detektiert das System die Längenänderung des in der Kette verbauten Seils und kann entsprechend ein digitales Signal an die Anlagensteuerung ausgegeben. Die blitzschnelle Brucherkennung ermöglicht unmittelbare Wartungsmaßnahmen und kann so ungeplante Stillstandzeiten sowie Totalausfälle bei einzelnen Kettengliederbrüchen vermeiden. „Insbesondere in Anwendungsfällen wie Automobil-Fertigungsstraßen mit extrem hohem Output kann jede Ausfallzeit Kosten von mehreren 100.000 Euro verursachen. Eine Echtzeit-Zustandsüberwachung der Energieführung bei Industrierobotern bietet Anwendern somit einen erheblichen Mehrwert“, erklärt Richard Habering, Leiter Geschäftsbereich smart plastics bei igus.
Die Kombination aus flexibler triflex R 3D-Kette mit hoher Zugkraftaufnahme und i.Sense TR.B Sensor macht es möglich, Roboterleitungen sicher zu führen und zu schützen – und damit ihre Lebensdauer zu erhöhen. Die zustandsbasierte Wartung mithilfe des TR.B Sensors macht die Instandhaltung zudem auch nachhaltiger, denn Anwender können so unnötigen bzw. zu frühen Produkttausch vermeiden. Und kommt es einmal tatsächlich zum Kettenbruch, kann der Sensor nach korrekter Notabschaltung der Anlage wiederverwendet werden.
Sichere Überwachung der Kartonagenzufuhr
Verpackungsmaschinen wirtschaftlich absichern
Sicherheit & Industrieversorgung

Mit der TÜV-SÜD-zertifizierten Lösung für die sichere Überwachung der Kartonagenzufuhr an Verpackungsmaschinen lässt sich dieser Prozessschritt nun sicher und produktiv gestalten. Die Lösung von PILZ stellt im Paket gleich zwei Sicherheitssteuerungen zur Wahl bereit – die Kleinsteuerung PNOZmulti 2 für Anwendungen, bei denen die Konfiguration über ein Softwaretool erfolgt, und das Sicherheitsrelais myPNOZ für Zufuhrlösungen in Losgröße 1. Pro Zuführeinrichtung kommen zwei optische Sensoren hinzu. Die Lösung erfüllt Performance Level (PL) d bzw. Kategorie (Kat.) 3 nach EN ISO 13849-1 oder SIL 2 nach IEC 62061 und sorgt für minimierte Stillstandszeiten und höhere Produktivität – für mehr Wirtschaftlichkeit im Bereich Sekundärverpackung.
Absicherung ab Losgröße 1
Für Maschinen mit kleinem Funktionsumfang stehen die modularen Sicherheitsrelais myPNOZ im Paket zur Verfügung: Die vorkonfiguriert abrufbare und maßgeschneiderte Lösung in Losgröße 1 ist über Plug & Play sofort einsetzbar. Für umfangreichere Projekte kommt die Kleinsteuerung PNOZmulti 2 zum Einsatz. Mit ihr lassen sich sichere Automatisierungsprojekte über ein grafisches Konfigurationssoftwaretool flexibel umsetzen. Darüber hinaus können mit nur einem Basisgerät bei Bedarf gleichzeitig zwei Kartonagen-Magazine überwacht werden. Beide Sicherheitssteuerungen überwachen die direkt an der Zufuhröffnung installierten optischen Sensoren, die den Status der Kartonagen melden. Zusätzlich lassen sich weitere Sicherheitsfunktionen wie Not-Halt, Schutztüren oder Lichtgitter umsetzen.
Bildverarbeitungssystem mit Deep Learning Fähigkeiten
Automatisierte Fehlererkennung ohne Programmierkenntnisse in wenigen Minuten erstellen
Automatisierungstechnik, Bildverarbeitung

Cognex hat das Bildverarbeitungssystem In-Sight 2800 auf den Markt gebracht. In-Sight 2800 vereint die Leistung eines vollwertigen Bildverarbeitungssystems in einem benutzerfreundlichen Paket, mit dem Anwendungen in wenigen Minuten ausgeführt werden können. Die EasyBuilder-Benutzeroberfläche führt Schritt für Schritt per Point-and-Click durch die Anwendungsentwicklung, so dass selbst Personen ohne Vision-Erfahrung Jobs einfach einrichten können. Erfahrene Benutzer profitieren ebenso von der intuitiven Oberfläche, welche die Entwicklung komplexerer Anwendungen vereinfacht und Arbeitsabläufe beschleunigt.
Schnell und flexibel einsetzbar
Die Kombination aus Deep Learning und herkömmlichen Bildverarbeitungs-Werkzeugen bietet die Flexibilität, eine breite Palette von Prüfanwendungen zu lösen. Die entsprechenden Werkzeuge können einzeln für einfache Aufgaben verwendet oder für komplexere logische Abläufe miteinander verkettet werden.
Das Toolset umfasst auch ViDi EL Classify. Mit nur fünf Bildern kann dieses leistungsstarke Klassifizierungs-Tool trainiert werden, um Defekte zu erkennen und in verschiedene Kategorien einzuordnen sowie Teile mit Abweichungen korrekt zu identifizieren. Die Klassifizierung nach mehreren Merkmalen ermöglicht es Anwendern, verschiedene Aufgaben in einem einzigen Bildverarbeitungsjob zu bearbeiten. Das neue System In-Sight 2800 bietet außerdem eine große Auswahl an Zubehör und vor Ort austauschbaren Komponenten, welche Anwender dazu befähigen, sich schnell an Veränderungen wie neue Teile, höhere Liniengeschwindigkeiten und steigende Qualitätsstandards anzupassen.
Mehr Übersicht für die Fertigung
Softwarelösung für die Visualisierung von Fertigungsdaten in Echtzeit
Automatisierungstechnik

Die interaktive Softwarelösung ACTIVE Cockpit von Bosch Rexroth visualisiert Fertigungsdaten in Echtzeit. Die neugestaltete Basissoftware 5.0 bietet mehr Platz für Inhalte und ermöglicht eine schnellere und komfortablere digitale Interaktion auf dem Shopfloor. Ein neues Navigationskonzept, Favoriten und die Suche von Widgets oder Inhalten bringen Endanwender noch schneller ans Ziel. Komplettiert wird das Toolkit für mehr Produktivität, Verfügbarkeit und kontinuierliche Prozessoptimierung durch Apps, mit denen sich unter anderem KPIs, Abweichungen und Maßnahmen digital erfassen, analysieren und verfolgen lassen.
Mitarbeitende in der Fertigung greifen so noch schneller, einfacher und gezielter auf relevante Informationen zu. Integrierte Apps und Schnittstellen schärfen den Blick für Verbesserungen. Eine App-to-App-Kommunikation hilft beim Vermeiden von Verschwendung und Fehlern, indem sie die relevanten Daten gezielt an die richtige Stelle übermittelt.
Noch mehr Information und Übersicht
Zur schnelleren Orientierung und Steuerung besitzt das ACTIVE Cockpit 5.0 nun eine erweiterte Seitennavigation, Favoriten sowie kontextsensitive Symbol- und Bubble-Leisten. Dank des neuen Navigationskonzepts sind die Inhalte auf dem Bildschirm besser sichtbar und direkt erfassbar. Lesezeichen lassen sich mit einem Klick definieren, später über die Seitennavigation anwählen oder als Startbildschirm festlegen.
Zusätzliche Rastergrößen im Seitenverhältnis 16:9 bringen jetzt noch mehr Widget-Inhalte auf den Startbildschirm. Ebenfalls neu ist die nutzerabhängig aktivierbare Option, Widget-Informationen halbtransparent anzeigen zu lassen, was die Übersicht verbessert. Bilder und Videos lassen sich jetzt komfortabel über den neue Widget-Typ Medien hochladen, bearbeiten und positionieren. Ein neuer Player gestattet auch die Wiedergabe in Dauerschleife. Anmerkungen und Notizen wurden ebenfalls ergänzt.
Flexible Erweiterung durch Zusatzmodule
Die ACTIVE Cockpit Basissoftware beinhaltet die Module Dashboard, Administrator UI, Sichten, Runden und Notizen sowie die Funktion Desklink zum Übertragen von Inhalten in die Oberfläche. Für die bedarfsgerechte Vernetzung mit dem Backend bietet die Plattform Zusatzmodule wie Lean Indicator, Deviation Manager und App Diagram. Darüber lassen sich unter anderem Qualitäts- und Sicherheitsvorkommnisse sowie Störfälle digital erfassen, verfolgen und managen, KPIs konfigurieren und gemeinsam mit Live-Daten komfortabel visualisieren, analysieren und präsentieren. Die Inbetriebnahme aller Software-Bausteine erfordert keine erneute Programmierung und lässt sich einfach konfigurieren.
Die neue ACTIVE Cockpit Basissoftware 5.0 ist ab sofort im Rexroth eShop erhältlich. Interessenten können dort auch eine Trial 3M Version mit einer Testlizenz für drei Monate bestellen.
Gatewayverbindung zwischen HMI und Zentralsteuerung
Ermöglicht die stabile Datenübertragung mit bis zu 100 m Abstand
Automatisierungstechnik

Mit EXTENDED DISPLAY LINK präsentiert RAFI eine neue Gateway-Technologie, die den vollfunktionalen Anschluss touchbasierter HMI-Panels an bis zu 100 m entfernte Anwendungssteuerungen ermöglicht. Immer mehr Hersteller von Bearbeitungszentren, mobilen Arbeitsmaschinen oder Nutzfahrzeugen statten ihre Produkte mit hochperformanten Zentralsteuerungen aus, um den Einsatz weiterer dezentraler Recheneinheiten einzusparen. Weil auf dieser Grundlage auch die Ansteuerung von HMI-Displays an die zentrale CPU ausgelagert werden kann, lassen sich in vielen Anwendungen erheblich schlankere Bedienpanels ohne eigene Control Units und Kühlsysteme verwenden.
Allerdings können größere Entfernungen zwischen HMI-Panels und Applikations-CPU zu Problemen bei der Übertragung von Eingabe-, Video- und Sounddaten führen, da Standardschnittstellen und -verbindungen keine Wegstrecken über mehr als 10 Meter unterstützen. Aus diesen Gründen hat RAFI für seine GLASSCAPE-Touchbediensysteme die Gateway-Plattform EXTENDED DISPLAY LINK entwickelt, die eine verlustfreie Echtzeit-Übertragung von Video- und Audio-Signalen, Nutzereingaben, USB-Daten, Internet- und Netzwerkprotokollen über Distanzen von bis zu 100 Metern gewährleistet. Die Lösungen basieren auf je einem Gateway-Modul zur Installation in bzw. an der Applikationssteuerung sowie einer darauf abgestimmten, direkt in den GLASSCAPE-Displays integrierten Gegenstelle.
Für 3 verschiedene Reichweiten verfügbar
Abhängig von den zu überbrückenden Entfernungen und der gewünschten Bandbreite sind die Gateways in den drei aufsteigenden Leistungsklassen Short Range, Mid Range und Full Range verfügbar. EDL Short Range bietet eine wirtschaftliche Lösung für Standardanwendungen mit Übertragungsstrecken von 5 bis 10 Metern und geringer Signalvielfalt. Die Baureihe unterstützt die Schnittstellen HDMI, DisplayPort oder auch USB zur Übertragung von Video-, Audio- und Steuersignalen. Für höhere Anforderungen und Wegstrecken bis 15 Meter steht EDL MID RANGE bereit, das nicht nur Touch-Signale und hochauflösende Video-/Audio-Daten mit einer Datenrate bis zu 3 Gbit/s überträgt, sondern auch Ethernet- und USB-Signale sowie die embedded Protokolle UART, SPI oder I2C Je nach Anforderung kommen dafür die Technologien FPD Link, APIX oder GMSL zum Einsatz. Während EDL Short Range und EDL Mid Range von RAFI als integrierte Lösungen in kundenindividuellen Formfaktoren geliefert werden, ist das EDL Full Range-Gateway für Übertragungsstrecken bis 100 Meter als abgesetztes HDBaseT-Standardmodul zur Stand-Alone-Montage erhältlich. Dadurch gewährleisten die Geräte im 145 x 35 x 128 mm großen Hutschienen-Gehäuse eine besonders einfache und flexible Installation in den Zielanwendungen. Zum Anschluss an alle relevanten Standards verfügt EDL Full Range außer dem HDBaseT-Interface über je eine HDMI-, Display-Port-, DVI-, USB- sowie eine Ethernet-Schnittstelle. Durch die HDBaseT-Technologie erreicht das Gateway eine Datenrate bis 8 Gbit/s beispielsweise für Videoübertragungen mit 4K-Auflösungen. Zudem ermöglicht der HDBaseT-Standard neben der Übermittlung sämtlicher Media-Daten und Touchsteuerungssignale die Speisung des angeschlossenen HMI-Panels über ein gemeinsames CAT5e-Kabel. Darüber hinaus unterstützt EDL Full Range auch die BroadR-Reach-Technologie für Fahrzeug-Bordsysteme. Dieses ethernetbasierte Protokoll eignet sich zur Übertragung von Touch-, Steuer- und Multimedia-Daten mit einer Auflösung von bis zu 2048 x 1080 Pixeln. Als Übertragungsmedium zwischen Rechnereinheit und HMI-Panel reicht dafür ein einfaches Twisted Pair-Kabel.
EXTENDED DISPLAY LINK eröffnet Maschinen- und Anlagenherstellern die Möglichkeit, ihre HMIs auf einfache Weise für unterschiedliche Produkte zu standardisieren und dafür ein äußerst schlankes Design zu wählen. Zusätzlich profitieren Hersteller sowohl von Kosteneinsparungen aufgrund entfallender CPUs und der Verwendung von Standardkabeln als auch von einer erheblichen Reduzierung eigener Entwicklungs-, Wartungs- und Softwareaufwände.
A
B
BOGEN Magnetics GmbH 10 Bosch Rexroth AG 24C
COGNEX Germany Inc 23D
Dunkermotoren GmbH 15F
Fluke Europe B.V. 13 Friedrich Lütze GmbH 12G
H
I
J
J. Schmalz GmbH 22K
Kontron Europe GmbH 8L
LMI Technologies GmbH 9M
MEGATRON Elektronik GmbH 11 Mitsubishi Electric Europe B.V 14 Moxa Europe GmbH 11N
Neugart GmbH 20O
Oriental Motor (Europa) GmbH 16P
P.E. Schall GmbH & Co. KG 7 Pepperl + Fuchs SE 10 Phoenix Contact GmbH & Co. KG 10 Pilz GmbH & Co. KG 23 Portescap S.A. 15R
RAFI GmbH & Co. KG 24 Rollon GmbH 20U
U.I. LAPP GmbH 12 Universal Robots (Germany) GmbH 22W
Wachendorff Prozesstechnik GmbH & Co. 8Y
TIMGlobal Media BV
Ruhrallee 185 - 45136 Essen - Deutschland
o.erenberk@tim-europe.com - www.ien-dach.de
- Redakteur:Kay Petermann k.petermann@tim-europe.com
- Associate Publisher:Marco Marangoni m.marangoni@tim-europe.com
- Marketingleiter:Marco Prinari m.prinari@tim-europe.com
- Web/Newsletter:Marco Prinari m.prinari@tim-europe.com
- Geschäftsführer:Orhan Erenberk o.erenberk@tim-europe.com
Verlagsrepräsentanten
Tel: +32-(0)11-224397
Fax: +32-(0)11-224397
Tel: +41 41 850 44 24
Tel: +44 (0)79 70 61 29 95
Tel: +49-(0)9771-1779007
Tel: +32 (0) 2 318 67 37
Italy, Slovenia
Tel: +39-02-7030 0088
Tel: +90 (0) 212 366 02 76
Tel: +1 616 682 4790
Fax: +1 616 682 4791
Incom Co. Ltd
Tel: +81-(0)3-3260-7871
Fax: +81-(0)3-3260-7833
Tel: +39(0)2-7030631
- IEN D-A-CH WebMag Dezember 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Oktober 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH September 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Juli 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Mai 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag April 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Februar 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Januar 2025 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Dezember 2024 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag SPS 2024 Sonderausgabe zur sps 2024
- IEN D-A-CH WebMag August 2024 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Juli 2024 EN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag Mai 2024 EN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- IEN D-A-CH WebMag März 2024 EN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- WebMag Januar/Februar 2024 IEN D-A-CH, verbindet Industrie und Anwender seit mehr als 40 Jahren. Relevante Informationen für Entwickler, Konstrukteure und das technische Management in allen Bereichen der diskreten Fertigung im deutschsprachigen Raum.
- Dezember 2021 WebMag Neuheiten und Lösungen aus der Automatisierungswelt
- IEN D-A-CH Juni/Juli 2021 I: Dezentrale Automation & Bewegungssteuerung II: Industrielle Sicherheit
- IEN D-A-CH April 2021 Sensorik & Messtechnik
- IEN D-A-CH Februar/März 2021 Fokus I: Industrie-PCs, HMI und Displays. Fokus II: Digitale Transformation und IIoT
- Test issue word breaks et al This is for finding a solution for breaks in terribly long German words.
- IEN D-A-CH WebMag Dezember 2019 In dieser Ausgabe haben wir Ihnen aktuelle Highlights und Trends von der SPS Smart Production Solutions zusammengestellt, die vom 26. bis 28 November in Nürnberg stattgefunden hat.